Thekelan leikkauskonetuotantolinja on suunniteltu erilaisten metallikelojen leikkaamiseen ja uudelleenkelaukseen asiakkaan tarpeiden mukaan, mikä on suunniteltu koneen tuotantoperiaatteeseen. Mekaanisen suunnittelun näkökulmasta voidaan jakaa:

1. Jatkuvan jännityksen hallintaperiaate
Rullaus- ja aukirullausprosessissa jatkuvan jännityksen hallinta on olennainen tarve tuntea kuormitus telan halkaisijan muutoksissa, jotka johtuvat telan halkaisijan muutoksista, mikä johtaa kuorman toiminnan ylläpitämiseen, halkaisukoneen on seurattava moottorin ulostulomomentin muutoksia telan halkaisijan muutoksiin ja muutoksiin. V-sarjan invertterille, koska se voi ohjata vääntömomenttia, joten se voi suorittaa käämityksen jatkuvan jännityksen hallinnan.
2. Synkronisen nopeuden laskenta
Koska tiedämme, että kun taajuusmuuttaja toimii alhaisella taajuudella, leikkauskoneen AC-asynkronisen moottorin ominaisuudet eivät ole hyvät, aktivointimomentti on pieni ja alilineaarinen, joten koko takaisinkelausprosessin aikana meidän tulisi yrittää välttääksesi moottorin kelaamisen takaisin toimimaan seuraavilla 2 HZ:llä.
3. Nopeusrajoituksen toiminta
Kun rullan halkaisija on, voit selvittää koko käämitysprosessin hitaalla nopeudella.
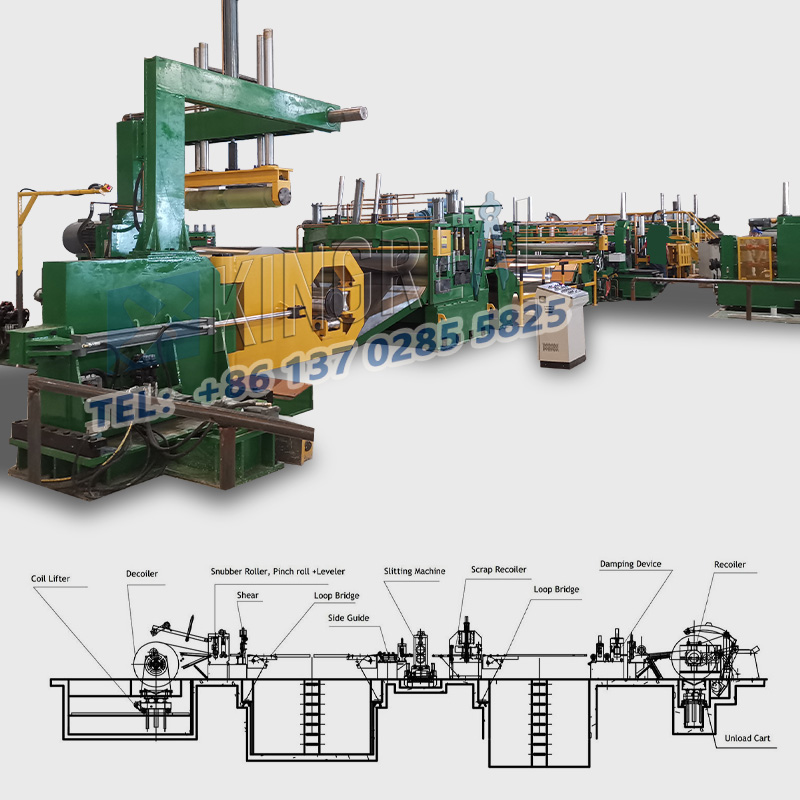
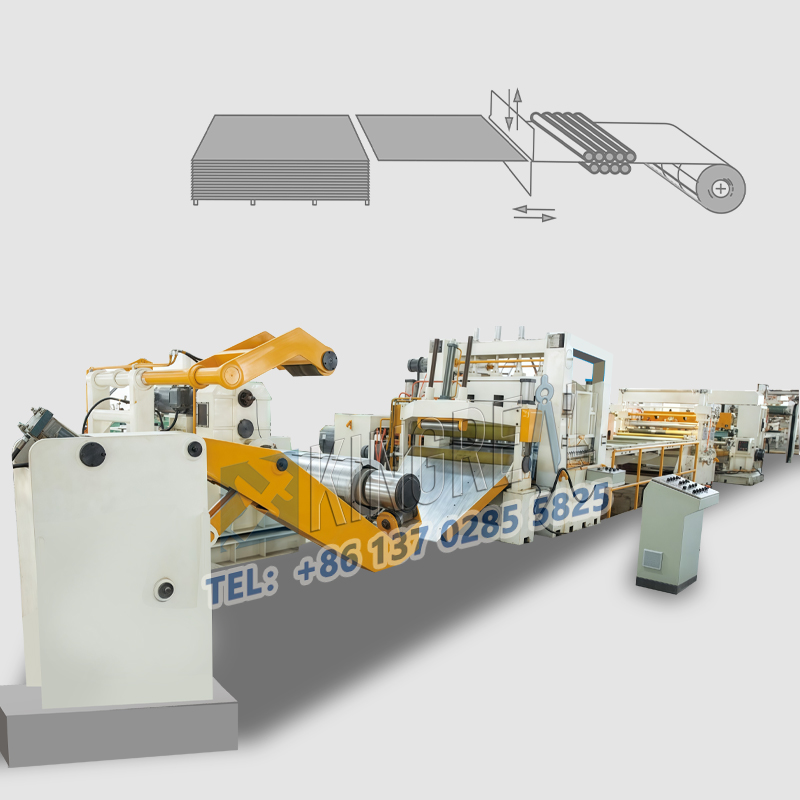
Tuotannon periaate on suunniteltu alkaen tuotantoprosessistateräksen leikkauskonesisältää:

1. Purkamisprosessi: suuret metallirullat asennetaan aukikelauskehykseen, ja metallikelan vakaa avautuminen ylläpidetään jännityksenhallintajärjestelmän kautta, jotta kela ei löysty tai juokse pois.
2. Tasoitusprosessi: metallikela menee tasauskoneeseen, joka koostuu yleensä useista rullista, joiden kautta kelaan kohdistetaan painetta aaltoilun ja kelan taipumisen poistamiseksi.
3. Leikkausprosessi: metallikela tulee leikkauskoneen veitsiryhmään, veitsiryhmän ylempi ja alempi kiekkoterät pyörivät samanaikaisesti ja metallimateriaali leikataan ennalta määrätyn levyisiksi nauhoiksi kulkiessaan terien läpi. Terän materiaalilla ja terän terävyydellä on tärkeä vaikutus leikkauksen laatuun ja tehokkuuteen.
4. Käärimisprosessi: Leikattu kapea nauha tulee rullauskoneeseen ohjauslaitteen kautta, käämityskone on yleensä varustettu useilla kelausakseleilla, jokainen akseli on kääritty kapealla nauhalla ja tietty jännitys säilyy käämityksen aikana sen varmistamiseksi, että kapea nauha kierretään tiukasti.
5. Jätteiden hävittäminen: Reunajätteet kerätään ja hävitetään jätteenkeräyslaitteiden, kuten jäteleikkurin tai -leikkurin, avulla, jotta jäte ei vaikuta tuottavuuteen ja työympäristöön.