Jännitteenhallinta päälläsiteräksinen leikkurion kriittinen materiaalisi laadun ja tehokkuuden varmistamiseksi käsittelyn aikana. Oikeat jännitysasetukset voivat auttaa saavuttamaan tehokkaan, tasaisen ja korkealaatuisen tuotannon. Terän kireyttä ohjataan yleensä sekä kireyssäätimellä että kireyden säätimellä.

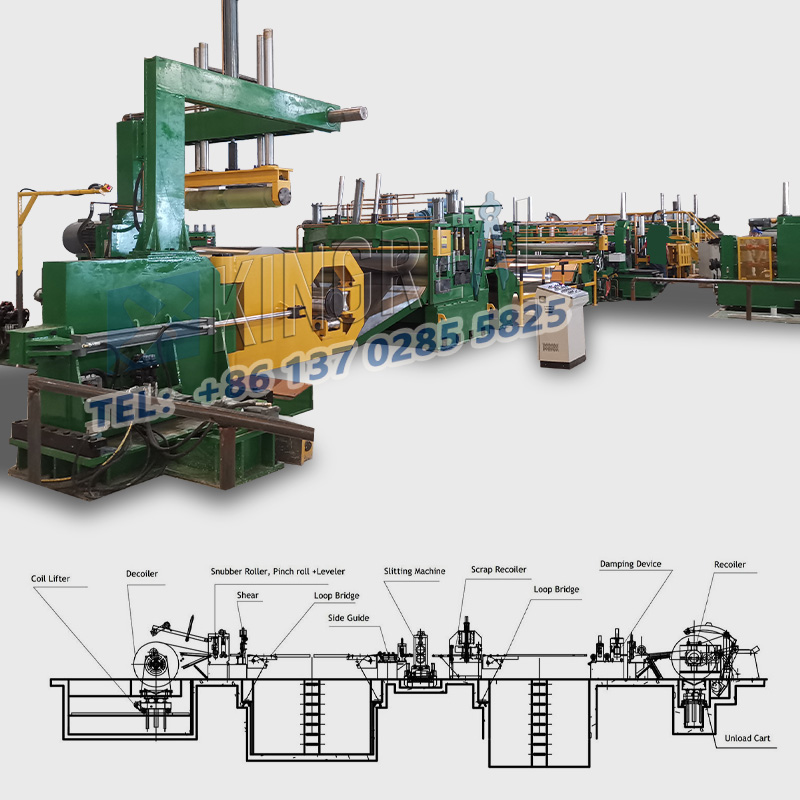
1. Laitteen hissin nopeuden siirtyminen aiheuttaa varmasti koko laitteiston jännityksen siirtymisen.
2. Koko leikkauskoneen käämitys- ja purkuprosessissa käämityksen ja purkamisen suora loimi muuttuu jatkuvasti, ja suoran loimen muuntaminen aiheuttaa varmasti raaka-aineen jännityksen muutoksen. Jarrumomentin purkaminen ei muuta tilannetta, suoraan alemman läpi jännitys laajenee. Käämityksen tapauksessa tilanne on päinvastainen: jos käämityksen vääntömomentti ei muutu, jännitys pienenee käämin loimen laajentuessa. Se on avaintekijä muutoksen aiheuttaman raaka-ainejännitteen toiminnassa.
3. Raaka-ainerullan tiiviyden muutos aiheuttaa myös koko laitteiston jännityksen muutoksen.
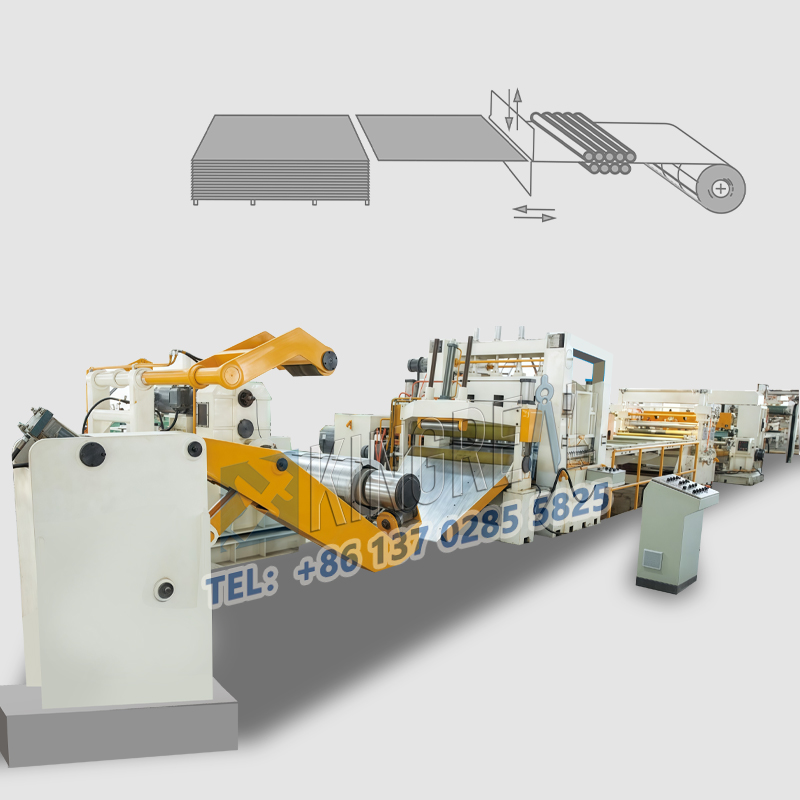
4. Raaka-aineen suhteettoman luonteen jakaminen. Kuten raaka-aineen sitkeysvaihtelut, raaka-aineen paksuus koko leveydellä, pituussuuntamuutokset jne., materiaalin akselivoiman rullan laatu ja sen valmistuslämpötila, ympäristön kosteuden muutokset, mutta myös koko laitteiston jännityksen vaihtelut olla haitallista.
5. Slitterin voimansiirtojärjestelmän organisaatio (kuten ohjausrullat, vaihtelurullat, rullat jne.) on epätasapainossa ja sen vakio ilmanpaineen epävakaus ja muut tekijät.