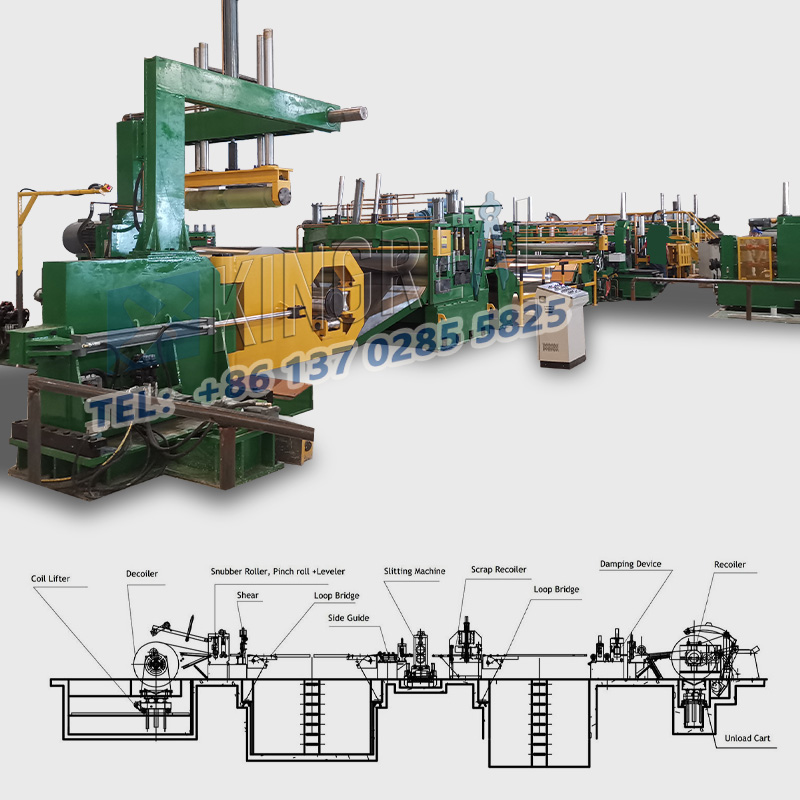
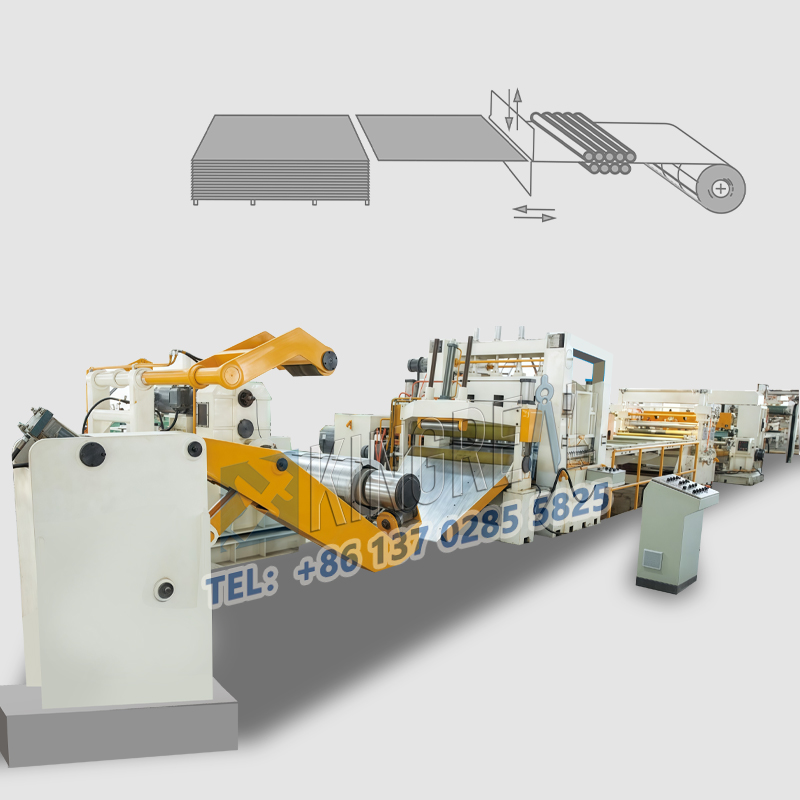
Teräskelan leikkauslinjatSuorita toimenpiteitä, kuten leveiden materiaalirullien purkamista, leikkaamista ja uudelleenkelausta, jotta voit tuottaa kapeita nauhoja erittäin tarkasti ja ilman purseita. Joitakin epänormaaleja ilmiöitä voi kuitenkin esiintyä teräskelan leikkauskoneen toiminnan aikana, mukaan lukien epänormaali käämin muoto ja levyn käsittelyn muodonmuutos. Tämä KINGREAL STEEL SLITTERin artikkeli antaa yksityiskohtaisen selvityksen siitä, kuinka ratkaista yleisiä ongelmia teräskelojen leikkauslinjoissa tehokkaan toiminnan varmistamiseksi.
1. Pehmeä kela
-Ilmiö: Löysyyden vuoksi teräskelaan muodostuu soikea pehmeä kela, kun se otetaan pois rullauskoneen akselista.
-Ratkaisu: Varmista, että kelauksen alussa on tarpeeksi jännitystä, ja vähennä sitten painetta hitaasti kelan tilavuuden kasvaessa. Oikea jännityksen säätö voi tehokkaasti estää pehmeiden kelojen esiintymisen.
2. Epätasainen käämitys
-Ilmiö: Teräskelassa on teleskooppinen muoto, joka johtuu väärästä käämityksestä.
- Syyt ja ratkaisut:
A. Riittämätön jännitys: Jos alkujännitys on alhainen, kohdistusvirheitä saattaa ilmetä viimeistelyn aikana. Kiertämisestä alkaen on suositeltavaa nostaa jännitystä; pienennä sitä asteittain, kun kelan tilavuus kasvaa.
B. Epätasapainoinen kireys: Huono leikkauskulma tai ohjausvirhe saattaa aiheuttaa epätasaisia pituuksia kummallakin puolella. Varmista, että kelauskone on kohdistettu oikein, jotta jännitysvaihteluiden mahdollisuus minimoituu. tarkista sen asetukset.
C. Huono sisäpuristimen kiinnitysasento: Epätasainen kiinnitys aiheuttaa jännityksen muutoksia; erottimen asentoa on säädettävä uudelleen johdonmukaisuuden varmistamiseksi.
D. Teräsnauha, joka heiluu vasemmalle ja oikealle silmukassa: Pehmeiden materiaalien, kuten huovan, käyttö voi tehokkaasti estää heilumisen.
E. Tuotantolinjan seisokki: Kun käynnistetään uudelleen pysähdyksen jälkeen, on kiinnitettävä huomiota jännityksen palautumiseen vakaan käämipaineen ylläpitämiseksi.
F. Virheellinen erottimen leveysasetus: Varmista, että erottimen leveys on asetettu oikein, yleensä valmiin tuotteen leveys plus levyn paksuus.
3. Sisähalkaisija Kaareva
-Ilmiö: Kelausprosessin aikana teräskelan sisähalkaisija kaareutuu yhtäkkiä, kun se poistetaan rullauskoneesta.
-Syy: Tämä liittyy yleensä liialliseen käämitysjännitykseen, varsinkin kun käsitellään paksuja levyjä.
-Ratkaisu: Säädä painetta ja varmista tasainen jännitys sisähalkaisijan kaaremisen välttämiseksi.
1. Käärmeen kaltainen taipuminen (Sirppimutka)
-Ilmiö: Leikkaus saa teräskelan taipumaan leveyssuunnassa.
- Syyt ja vastatoimenpiteet:
A. Raaka-aineongelmat: Pääkäämin jäännösjännitys vapautuu leikkaamisen jälkeen. On suositeltavaa suorittaa jännityksenpoistokäsittely materiaalin käsittelyn aikana.
B. Purseongelmat: Purseet aiheuttavat epätasaisen reunan paksuuden. Säilytä teräviä työkaluja käsittelyn aikana purseiden välttämiseksi.
C. Epätasainen teräväli: Varmista, että teräväli on tasainen välttääksesi venymiserot, jotka johtuvat liian suurista tai pienistä rakoista tietyillä alueilla.
D. Kelauslaitteen yksipuolinen kireys: Säilytä yhtenäinen kokonaiskiristys ja säädä erottimet ja kiristyslevyt johdonmukaisuuden varmistamiseksi.
E. Liian tiukat sivuohjaimet: Säädä sivuohjaimet sopivasti halkaisun aikana välttääksesi liiallisen kireyden.
2. Reunaaallot
-Ilmiö: Teräsnauhan reunat deformoituvat venytyksen vuoksi.
- Syyt ja vastatoimenpiteet:
A. Purseiden aiheuttamat reuna-aallot: Vahvista pursevalvontaa ja käsittele niitä välittömästi.
B. Liiallinen paine mittausrullalta: Säädä telan paineparametreja ylivenymisen estämiseksi.
C. Leikkuutyökalujen sivukuluminen: Leikkauslaadun takaamiseksi tarkista usein leikkuutyökalun kunto.
D. Sivuohjaimien korkeusero: Tarkista leikkuutyökalujen korkeus säännöllisesti varmistaaksesi yhdenmukaisuuden.
E. Kääntörullan kuluminen ennen paluupyörää: Mittaa säännöllisesti eturullan kuluminen tasaisen jännityksen varmistamiseksi.
3. Vyötärön rypyt
-Ilmiö: Teräslevyn leveyssuunnassa ilmaantuu läpilaskuja.
- Syyt ja vastatoimenpiteet:
A. Halkaisuveitsen aiheuttamat rypyt: Säädä kumirenkaiden kokoa, jotta ne eivät tartu leikkuutyökaluihin.
B. Raaka-aineen muotoongelmat: Käytä kolmitelaista tasoituskonetta ja suorita laatutarkastukset ennen leikkausvaihetta.
C. Ongelmat laajenevan ja supistuvan rummun kanssa: Varmista teräsnauhan ja rummun välinen hyvä kosketus laajenemis- ja supistumisprosessin aikana epätasaisuuden välttämiseksi.
4. Käämitysmerkit
-Ilmiö: Kelaimen laajenevan ja supistuvan rummun pinnan epätasaisuus vaikuttaa käämityksen laatuun.
- Vastatoimenpiteet: Tarkasta säännöllisesti laajenevan ja supistuvan rummun pinta ja säädä tai vaihda se välittömästi.
5. Rypyt
-Ilmiö: Teräslevyn pinnalle ilmestyy ryppyjä.
- Syyt ja ratkaisut:
A. Liner-paperiongelmat: Varmista vuorauspaperin laatu ja vältä päällekkäisyyksiä ja rypistymistä.
B. Kumirengasongelmat: Tarkista säännöllisesti kumirenkaiden tila varmistaaksesi, etteivät ne ole löysällä.
C. Virheellinen kireyden säätö: Vahvista kiristyslevyn säätöä estääksesi ryppyjä.
Vianmäärityksen yhteydessäteräskelan leikkauslinjatoimintahäiriöiden vuoksi olisi omaksuttava järjestelmällinen lähestymistapa. Seuraavia vaiheita voidaan yleensä noudattaa:
-Tietojen tallennus: Tallenna toimintaympäristö, aika ja aseta parametrit, kun toimintahäiriö ilmenee.
- Tarkastus paikan päällä: Suorita silmämääräinen tarkastus teräskelan leikkauskoneen toimintatilan tarkkailemiseksi.
- Kommunikoi käyttäjän kanssa: Kysy käyttäjältä käyttövaiheet ennen toimintahäiriön ilmenemistä.
-Vaiheittainen vianmääritys: Tarkista mahdolliset ongelmat yksitellen yllä olevan vikaluokituksen mukaisesti.
-Työkalun käyttö: Käytä mittaukseen ja säätöön tarvittavia työkaluja ja instrumentteja.
KINGREAL STEEL SLITTER toivoo, että tämän artikkelin avulla voit tehokkaasti käsitellä erilaisia ongelmiateräskelan leikkauslinjaja varmistaa vakaan ja jatkuvan tuotannon. Säännöllinen huolto ja ammattikoulutus ovat myös tärkeitä toimenpiteitä toimintahäiriöiden ehkäisyssä.