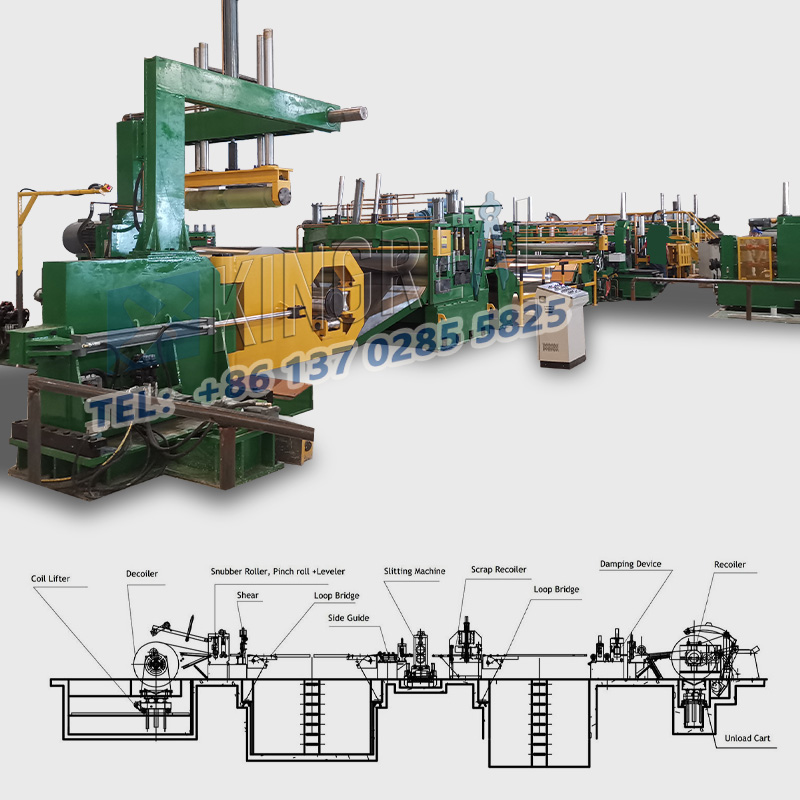
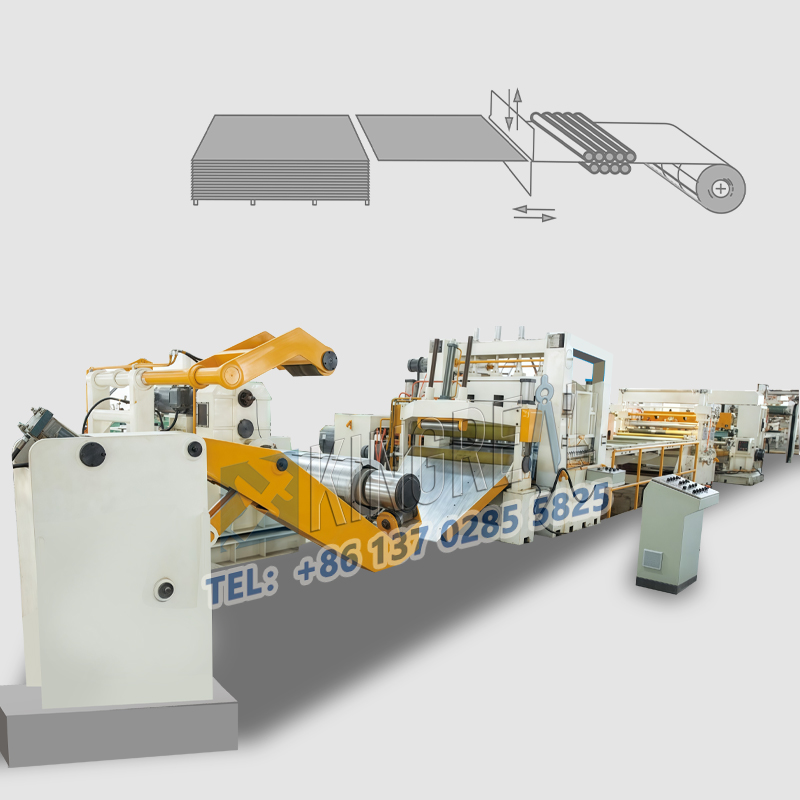
Metallikelojen käsittelyn alallateräsnauhan leikkauskoneetkäytetään metallikäämien, kuten ruostumattoman teräksen, alumiinin, hiiliteräksen ja piiteräksen, pitkittäiseen halkaisuun. Kapeiden nauhojen mittatarkkuus, leikkauksen sileys ja purseiden tai kaltevuuden esiintyminen tai puuttuminen määräytyvät suoraan teräsnauhan leikkauslinjan ylä- ja alaterän välisestä välyksestä.
Päivittäisessä tuotannossa aina kun käsiteltävän käämin paksuutta muutetaan tai käytetään eri kovuutta omaavia materiaaleja, käyttäjän on samanaikaisesti säädettävä teräsnauhan leikkauskoneen terävälystä.
Oikea terävälys mahdollistaa teräsnauhan leikkauslinjan leikkaamisen erittäin tarkoilla kapeilla nauhoilla sileillä, jäysteettömillä leikkauksilla ja tasaisin poikkileikkauksin. väärät välysarvot johtavat lukuisiin tuotantovirheisiin, kuten reunan käpristymiseen, terän halkeamiseen, nauhan taipumiseen ja reunapurseiden kerääntymiseen. Tämä artikkeli, KINGREAL STEEL SLITTER, yhdistää käytännön kokemuksen välysparametristandardeihin selittääkseen täydellisesti teräsnauhan leikkauskoneiden terävälyksen säätölogiikan, käytännön menetelmät ja parametrien asetusvaatimukset.

Terän välyksen ja nauhan tarkkuuden välinen suhde teräsnauhan leikkauskoneissa
Teräsnauhan leikkauskoneen terävälys viittaa säteittäiseen rakoon, joka jää, kun pyöreän leikkausterän ylempi ja alempi sarja osuvat toisiinsa. Tämä arvo ei ole kiinteä vakio, vaan muuttuu dynaamisesti käsitellyn materiaalin paksuuden ja kovuuden kahden ydinmuuttujan mukaan. Nämä kaksi tekijää määräävät suoraan leikkuulaadunteräsnauhan leikkauslinja.
1. Materiaalin paksuus
Kun käsitellyn kelamateriaalin paksuus muuttuu, teräsnauhan leikkauskoneen terävälys on säädettävä vastaavasti. Jos teräsnauhan leikkauslinja työstää paksuja metallinauhoja, terän välystä tulee lisätä asianmukaisesti; liian pieni välys saa ylä- ja alaterät puristamaan levymateriaalia väkisin, mikä lisää välittömästi terän runkoon kohdistuvaa kuormitusta, mikä voi helposti johtaa terän rikkoutumiseen ja leikkurin akselin muodonmuutokseen, mikä lyhentää merkittävästi teräsnauhan leikkauskoneen terien ja karan käyttöikää.
Päinvastoin, kun teräsnauhan leikkauslinja siirtyy käsittelemään ohuita materiaaleja, terän välystä on pienennettävä. Jos välys on liian suuri, terät eivät pysty katkaisemaan levymateriaalia kokonaan, materiaalin reunat repeytyvät leikkausprosessin aikana ja valmiin nauhan molemmille puolille muodostuu suuri määrä purseita. Vakavissa tapauksissa koko kapea kaistale on kallistunut, joka ylittää mittatoleranssit ja ei täytä alavirran stanssaus-, taivutus- ja muovausprosessien vaatimuksia.
Äärimmäisen ohuille metallinauhoille, joiden paksuus on alle 0,1 mm, metallinleikkauskoneen teoreettinen terärako lähestyy nollaa, mikä perustuu terien mikrolukitukseen tarkan leikkaamisen saavuttamiseksi.
2. Materiaalin kovuus ja vetolujuus
Eri metalleilla on merkittäviä eroja vetolujuudessa ja kovuudessa, mikä johtaa täysin erilaisiin terävälialueisiin, jotka sopivat teräsnauhan leikkauskoneisiin. Erittäin kovilla ja vetolujilla materiaaleilla, kuten paksulla hiiliteräksellä, ruostumattomalla teräksellä ja piiteräksellä, on tiheät molekyylirakenteet ja suurempi leikkauskestävyys, mikä vaatii suurempia terävälejä teräsnauhan leikkauslinjoissa. Pehmeillä, vähän lujilla materiaaleilla, kuten puhtaalla alumiinilla ja ohuilla alumiinilevyillä, on korkea plastisuus ja alhainen leikkausvastus, mikä mahdollistaa sopivasti pienemmät terävälit teräsnauhan leikkauskoneissa.
Metallinleikkauksen fysikaalinen periaate ei ole puhdas leikkaus, vaan levymateriaalin osittainen leikkaus ja vetomurto terän paineessa. Kovempien materiaalien muovimurtumien osuus on suurempi, mikä edellyttää suurempia rakoja tasaisen poikkileikkauksen saavuttamiseksi. Pehmeällä alumiinilla on suuri plastinen muodonmuutos; Liialliset välit voivat aiheuttaa materiaalin pursottumista, hilseilyä ja käpristymisvirheitä.
Normaali säätömenetelmä teräsnauhan leikkauslinjan terävälille
Tällä hetkellä useimmat valtavirranteräsnauhan leikkauskoneetmarkkinoilla luota tarkkuuslevyihin terävälin tarkan hallinnan saavuttamiseksi. Lisäämällä tai poistamalla eripaksuisia välilevyjä ja holkkeja säädellään tarkasti ylemmän ja alemman leikkuuakselin terien välistä säteittäistä rakoa. Koko säätöprosessi koostuu neljästä ydintoiminnosta:
(1) Säätimen sovittaminen perusväliin
Ennen muodollista leikkausta varmista ensin rullan materiaali ja paksuus, valitse perusraon arvo rakoparametritaulukon mukaan ja valitse sitten vastaavan paksuiset tarkkuuslevyt asennettavaksi leikkurin akselin ja teräsnauhan leikkauslinjan terien molemmille puolille. Tarkasti sovitettu välilevyn paksuus varmistaa, että teräsnauhan leikkauskoneen terät kytkeytyvät tasaisesti, mikä estää yksipuolisen ekstruusion, lohkeilun ja reunan käpristymisen leikkausprosessin aikana. Tämä vähentää merkittävästi terän kulumista ja pidentää koko leikkurisarjan käyttöikää.
(2) Hionta ja terän samankeskisyyden korjaaminen
Jos teräsnauhan leikkauslinjaa käytetään korkealla intensiteetillä pitkään ja terät törmäävät toiselta puolelta, terän samankeskisyys tulee epätasapainoiseksi. Vaikka välilevyn tekniset tiedot ovat oikeat, teräväli vaihtelee käytön aikana. Tämän tyyppistä toimintahäiriötä ei voida korjata välilevyillä. Koko teräsarja on irrotettava teräsnauhan leikkauskoneen leikkurin akselista, lähetettävä ammattimaiseen hiomakoneeseen uudelleenhiontaa ja ulkopuolista hiontaa varten, terän samankeskisyyden korjaamista varten ja asennettava sitten uudelleen teräsnauhan leikkauslinjaan ennen välilevyvälin säätämistä.
(3) Epätasapainoisten leikkuuterän akselien korjaaminen
Teräsnauhaleikkuukoneen ylempään ja alempaan leikkausakseliin kohdistuu pitkäkestoisia leikkausiskuja, mikä johtaa lievään taipumiseen ja epätasaiseen pinnan kulumiseen. Akselin pyörimisen aikana terärako siirtyy ajoittain, mikä johtaa purseisiin valmiin nauhan toiselle puolelle ja tasaiseen leikkaukseen toiselle. Tämän korjaamiseksi kone on pysäytettävä, teräsnauhan leikkauslinjan leikkurin akselikokoonpano purettava, akselin rungon kuluneet alueet hiottava ja korjattava sekä leikkurin akselin dynaaminen tasapaino kalibroitava, jotta vältetään pyörimisen aiheuttamat rakojen vaihtelut.
(4) Leikkausraon vakauttaminen holkeilla
Välilevyt ja erotinholkit ovat keskeisiä apukomponentteja teräsnauhan leikkauskoneen raon säätämiseen. Jokaisen leikkuuteräryhmän molemmille puolille asennettuna ne voivat erottaa terät tarkasti, ohjata yhden ryhmän leikkausväliä ja ylläpitää ylä- ja alaterien vaakasuuntaisuutta. Erittäin lujat terästiivisteet ja holkit tarjoavat suuren jäykkyyden ja estävät teriä naarmuuntumasta ja törmäämästä asennuksen jälkeen. Ne varmistavat myös tasaisen etäisyyden useiden leikkuuterien välillä koko teräsnauhan leikkauslinjan leikkausakselissa, mikä säilyttää tasaisen leikkaustarkkuuden useiden nauhojen välillä.
Teräsnauhan leikkauslinjojen teräväliparametrien vakioasetukset
Ydinviite terävälin asettamiseenteräsnauhan leikkauskoneeton käsitellyn materiaalin paksuus, kovuus ja vetolujuus. Alla oleva taulukko näyttää standardivälin useille yleisesti käytetyille metalleille, jotka ovat yhteensopivia teräsnauhan leikkauslinjojen kanssa:
|
Paksuus |
Ruostumaton teräs |
Alumiini |
Teräs |
Hiiliteräs |
Silicon Steel |
| <0,1mm |
0 | 0 | 0 | 0 | 0 |
| 0,1-0,4 mm |
10-15 |
8-12 |
8-12 |
14-20 |
8-10 |
| 0,5-1,0 mm |
12-18 |
10-15 |
10-15 |
18-25 | / |
| > 1,0 mm |
15-20 | 12-18 | 12-18 | 18-25 |
/ |
Terävälin säätäminen teräsnauhanleikkauskoneessa on ydinprosessi valmiin kelan leikkaustuotteen laadun hallinnassa. Raon arvon tarkka sovitus vaikuttaa suoraan teräsnauhan leikkauslinjan tuotannon tehokkuuteen, työkalujen kulumiseen ja valmiin tuotteen pätevyysasteeseen. Teräsnauhaleikkauskoneen päivittäisen käytön aikana kuljettajien on muistettava materiaalia ja paksuutta vastaavat rakoparametrit, käytettävä tarkkuuslevyjä oikeaan säätöön ja tarkastettava säännöllisesti terät ja leikkurin akseli tuotantohäiriöiden, kuten purseet, lohkeilut ja mittapoikkeamat, vähentämiseksi.
Lisätietoja aiheestateräsnauhan leikkauslinjakäyttöönottoa, työkalujen valintaa, kelojen käsittelyvinkkejä tai ruostumattomalle teräkselle, hiiliteräkselle ja alumiinille soveltuvien täysin automaattisten teräsnauhan leikkauskoneiden räätälöintiä, ota yhteyttä suoraan KINGREAL STEEL SLITTERiin!