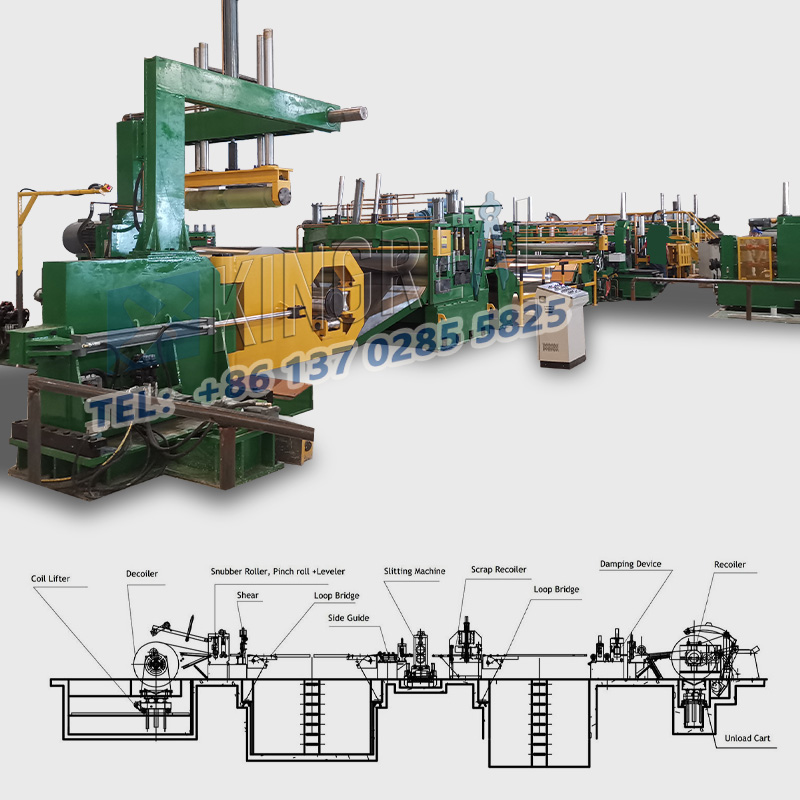
Nykyaikaisessa tuotannossa,metallin leikkauskoneetjakela leikattu pitkiksi viivoiksiovat metallimateriaalien pitkittäis- ja poikittaisleikkauksen ydinlaitteita, joita käytetään laajalti sellaisilla aloilla kuin teräs-, rakennus-, auto- ja sähkölaitteet. Kun ostat metallinleikkauskoneita ja pituusleikkauslinjoja, käyttäjien on otettava täysin huomioon omat tarpeensa ja todelliset olosuhteet valitakseen sopivimmat laitteet. Tässä artikkelissa kerrotaan yksityiskohtaisesti tekijöistä, jotka on otettava huomioon valittaessa metallinleikkauskoneita ja pituusleikkauslinjoja, jotka auttavat metallinjalostusteollisuutta saavuttamaan tehokkaan, tarkan ja älykkään tuotannon.
1. Metallinleikkauskoneen tyypin valinta materiaalin paksuuden perusteella
Kun ostat ametallin leikkauskone, materiaalin paksuus on avaintekijä. Erilaisia metallinleikkauskoneita voidaan valita materiaalin paksuuden perusteella.
1,1 ohuet materiaalit (0,2–3 mm)
Soveltuvat mallit: Light Gauge -leikkuri
Keskeiset vaatimukset:
Erittäin tarkka ohjaus: Ohjaustarkkuuden on oltava ±0,01 mm, jotta varmistetaan tarkka ja tasainen leikkaus.
Alhaisen jännityksen hallinta: Ohuet materiaalit ovat alttiita vetomuodonmuutokselle käsittelyn aikana, joten tarvitaan tehokas jännityksen hallintajärjestelmä materiaalin muodonmuutosten estämiseksi.
Ohuet terät: Terän paksuuden tulee olla 0,3–0,8 mm materiaalihäviön vähentämiseksi. Metallinleikkauskoneen ydin on sen ohjaustarkkuudessa ja jännityksen hallinnassa. Nämä metallinleikkauskoneet on tyypillisesti varustettu edistyneillä jännityksensäätöjärjestelmillä materiaalin vakauden varmistamiseksi leikkausprosessin aikana.
1,2 Keskikokoiset materiaalit (3,0–6,0 mm)
Soveltuvat mallit: Keskipitkän mittainen leikkauskone
Keskeiset vaatimukset:
Vakaa jännityksen hallinta: Jännityssäädön tarkkuuden on oltava ±2 % ~ 5 % materiaalin leikkauslaadun varmistamiseksi.
Erittäin luja työkalun pidike: Työkalun pidikkeellä on oltava suuri lujuus, jotta se estää tehokkaasti työkalun akselin muodonmuutoksia ja parantaa koneen yleistä vakautta.
Valinnainen automaattinen hiontajärjestelmä: Tämä ominaisuus pidentää terän käyttöikää, vähentää työkalujen vaihtotiheyttä ja säästää tuotantokustannuksia.
Keskikokoisten leikkauskoneiden on tasapainotettava materiaalin vakaus ja työkalun kestävyys, jotta ne täyttäisivät keskipaksujen materiaalien leikkausvaatimukset.
1,3 paksut materiaalit (6,0-16,0 mm)
Käytettävissä olevat mallit: Heavy Gauge -leikkuri
Keskeiset vaatimukset:
Erittäin jäykkä runko: Valurautaa tai hitsattua vahvistettua runkoa käytetään varmistamaan koneen rungon vakaus paksuja materiaaleja leikattaessa.
Tehokas moottori: Varmistaa, että metallin leikkauskoneella on riittävä leikkausvoima paksujen materiaalien käsittelyyn.
Kulutusta kestävät kovametalliterät: Kulutusta kestävät terät säilyttävät terävyyden korkeissa kuormiuksissa, mikä vähentää terän vaihtotiheyttä.
Metallinleikkauskonetta valittaessa materiaalin paksuuden huomioon ottaminen on olennaista laitteen sujuvan toiminnan varmistamiseksi. Sopivan metallinleikkauskonetyypin valitseminen eri materiaalipaksuuksille voi parantaa merkittävästi tuotannon tehokkuutta.
2. Jännitteenhallintamenetelmien vertailu
Kireyden hallinta on ratkaiseva tekijä leikkausprosessissa. Erilaiset kireyden hallintamenetelmät sopivat erilaisiin käsittelyskenaarioihin; käyttäjien on valittava todellisten tarpeidensa mukaan.
|
Jännitteensäätötyyppi |
Tarkkuus |
Sovellettavat skenaariot |
Edut ja haitat |
| Mekaaninen jännitys |
±10 % |
Matala nopeus, alhaiset kustannukset |
Halpa hinta √ altis vaihtelulle × |
| Hydraulinen jännitys |
±5 % |
Keskipaksu vakiohalkaisu |
Hyvä vakaus √ suurempi energiankulutus × |
| Servo suljetun silmukan jännitys |
±1 % |
Erittäin tarkka ohuen levyn leikkaus |
Nopea reagointi ja energiansäästö √ korkeammat kustannukset × |
| Magneettinen jauhejarrutusjännite |
± 3 % |
Keskinopea leikkaus (kuparin ja alumiinin käsittely) |
Helppo säätö √ korkea lämmöntuotto × |
3. Terän valinta ja käyttöiän optimointi
Terät ovat tärkeä osametallin leikkauskoneet, ja niiden valinta vaikuttaa suoraan leikkaustulokseen ja materiaalihäviöön.
3.1 Terän materiaalien vertailu
|
Materiaali |
Sovellettavat materiaalit |
Elinikä |
Maksaa |
| High Speed Steel (HSS) |
Tavallinen teräs, alumiini |
Keskikokoinen |
Matala |
| Kova seos (volframiteräs) |
Ruostumaton teräs, silikoniteräs |
Pitkä |
Korkea |
| Keramiikkapinnoitetut terät |
Erittäin tarkat ohuet levyt |
pidempään |
Korkeampi |
3.2 5 vinkkiä terän käyttöiän pidentämiseen
Säännöllinen hionta: On suositeltavaa tarkistaa ja hioa terät 8 tunnin välein terävän leikkuureunan varmistamiseksi.
Kohtuullinen päällekkäisyys: Limitys asetetaan tyypillisesti 10 % ~ 15 %:iin materiaalin paksuudesta tasaisen leikkaamisen varmistamiseksi.
Voitelu ja jäähdytys: Voiteluöljyn käyttö leikkaamisen aikana vähentää lämpörasituksen aiheuttamaa muodonmuutosta.
Vältä ylikuormitusta: Säädä leikkausnopeutta ja materiaalin paksuutta kohtuullisesti välttääksesi laitteen ylikuormituksen.
Käytä automaattista työkalun asetusjärjestelmää: Automaattinen työkalun säätö vähentää inhimillisiä virheitä ja parantaa tarkkuutta.
1. Määritä käsittelyvaatimukset
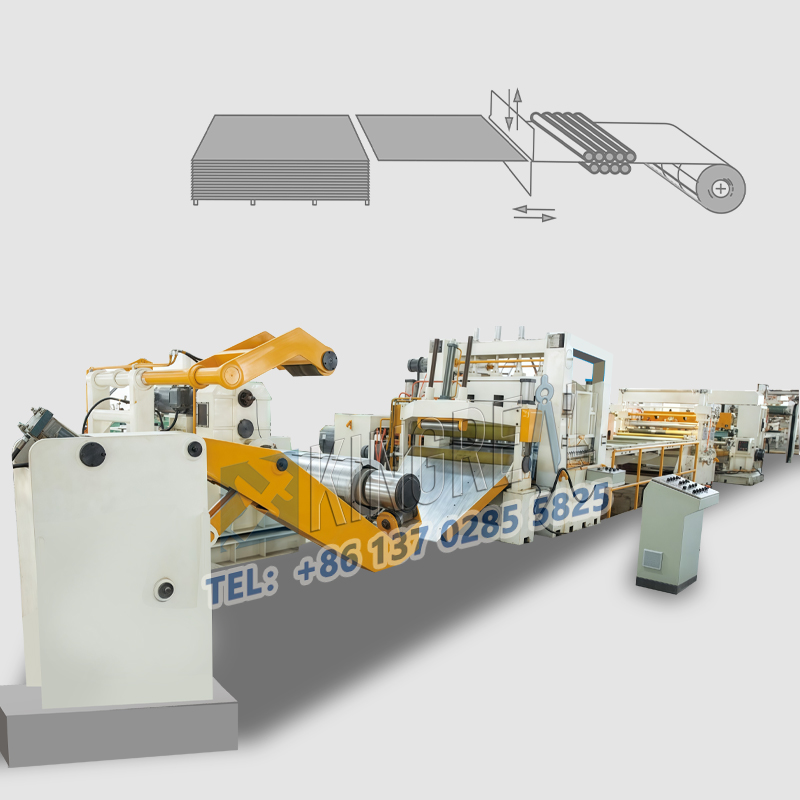
Kun ostat akela leikattu pituusviivaan, määritä ensin käsittelyvaatimukset, mukaan lukien materiaalityyppi, tekniset tiedot ja tuotannon tehokkuus.
1.1 Materiaalityyppi ja tekniset tiedot:
Käyttäjien on vahvistettava käsiteltävän materiaalin tyyppi (esim. piiteräs, hiiliteräs, ruostumaton teräs jne.) sekä sen paksuus- ja leveysalue, jotta valittu kela voi kattaa vaaditut materiaalivaatimukset ja jättää jonkin verran tilaa laajentumiselle. Esimerkiksi:
Kevyt leikkauslinja: Soveltuu 0,2-3 mm paksuisten materiaalien leikkaamiseen.
Keskikokoinen leikkauslinja: Soveltuu 0,3-6 mm paksuisten materiaalien leikkaamiseen.
Raskas katkaisulinja: Soveltuu 6-25 mm paksuisten materiaalien leikkaamiseen.
1.2 Tuotannon tehokkuusvaatimukset
Valitse sopiva leikkausnopeus ja automaatioaste tuotannon mittakaavan ja tuotantovaatimusten perusteella. Suuren volyymin tuotantoon suositellaan nopeaa mallia; suuriin tarkkuusvaatimuksiin, mutta pieniin tuotantoeriin, hidas ja erittäin tarkka malli on sopivampi.
2. Keskity ydinsuorituskykyparametreihin
2.1 Työkalujärjestelmä
Työkalun materiaali, kuten kovametalli tai pikateräs, vaikuttaa koneistuksen tarkkuuteen ja kestävyyteen. Yleensä mitä suurempi terän tarkkuus on, sitä parempi, tyypillisesti ±0,01 mm:n sisällä. Lisäksi on otettava huomioon työkalujen vaihtamisen helppous ja kustannukset. nopean vaihdon mahdollistavaa työkalujärjestelmää tulisi suosia seisokkien vähentämiseksi.
2.2 Lähetystapa
Lähetysmenetelmäkela leikattu pituusviivaanon myös keskeinen indikaattori. Servomoottorikäyttöiset mallit tarjoavat tyypillisesti suuremman tarkkuuden ja alhaisemman melutason, sopivat ohuille levyille ja tarkkuustyöstöön; kun taas hydraulikäyttöiset mallit tarjoavat tehokkaamman tehon ja sopivat paksujen levyjen leikkausoperaatioihin.
2.3 Paikannustarkkuus
Paikannustarkkuus vaikuttaa suoraan leikkauksen suoruuteen ja mittasuhteisiin. Suositeltava toistettavuustarkkuus on ≤±0,02 mm tehokkaan ja vakaan tuotannon varmistamiseksi.
2.4 Ohjausjärjestelmä
Priorisoi tunnettujen merkkien ohjausjärjestelmät (kuten Siemens). Niiden käyttäjäystävällinen käyttöliittymä tukee CAD-tuontia tai mukautettua ohjelmointia, mikä tekee niistä mukavampia käyttää ja parantaa tehokkaasti tuotannon tehokkuutta.
3. Turvallisuus- ja huoltonäkökohdat
3.1 Turvallisuusasetukset
Varmista, ettäkela leikattu pituusviivaanon varustettu valosähköisillä suojalaitteilla, hätäpysäytyspainikkeilla ja täysin suljetuilla suojakuorilla käyttäjän turvallisuuden varmistamiseksi. Nämä turvaominaisuudet eivät ainoastaan vähennä onnettomuusriskiä, vaan myös täyttävät asiaankuuluvat alan turvallisuusstandardit.
3.2 Huollon helppous
Käyttäjien tulee myös harkita kelan pituuteen leikatun linjan huollon helppoutta, mukaan lukien voitelujärjestelmän tarkastuksen helppous, työkalujen vaihtamisen helppous ja se, helpottaako pituuteen leikatun käämin rakennesuunnittelu päivittäistä huoltoa ja korjausta. Lisäksi on tärkeää ymmärtää, tarjoaako valmistaja pitkäaikaista toimitustukea haavoittuville osille.
4. Huoltopalvelu
Kattavan huoltopalvelun tarjoavan valmistajan valinta on olennaista, jotta varmistetaan laitteen pitkäaikainen vakaa toimintakela leikattu pituusviivaan. Hyvän myynnin jälkeisen palvelun tulisi sisältää asennus ja käyttöönotto, käyttökoulutus, kelan pituuteen leikattu linjan vianmääritys ja varaosien toimittaminen, jotka auttavat käyttäjiä ratkaisemaan erilaisia käytön aikana ongelmia.
5. Kokeilu ja vahvistus paikan päällä
Kun valitset pituuteen leikattua kelaa, suositellaan kokeilua paikan päällä. Pyydä toimittajaa toimittamaan käsiteltyjä näytteitä pituuteen leikatun kelan leikkauslaadun visuaaliseksi arvioimiseksi. Tämä sisältää jäysteet leikkauksessa, kohtisuora ja mittatarkkuus, tekijät, jotka vaikuttavat suoraan lopputuotteen laatuun.
Ymmärtämällä ja hallitsemalla nämä tekijät perusteellisesti käyttäjät voivat saavuttaa tehokkaan, tarkan ja älykkään tuotannon metallinkäsittelyn alalla. Jos sinulla on erityistarpeita liittyenmetallin leikkauskoneetjakela leikattu pitkiksi viivoiksi, ota rohkeasti yhteyttä KINGREAL STEEL SLITTERIIN. Tarjoamme sinulle ammattitaitoista palvelua ja tukea!