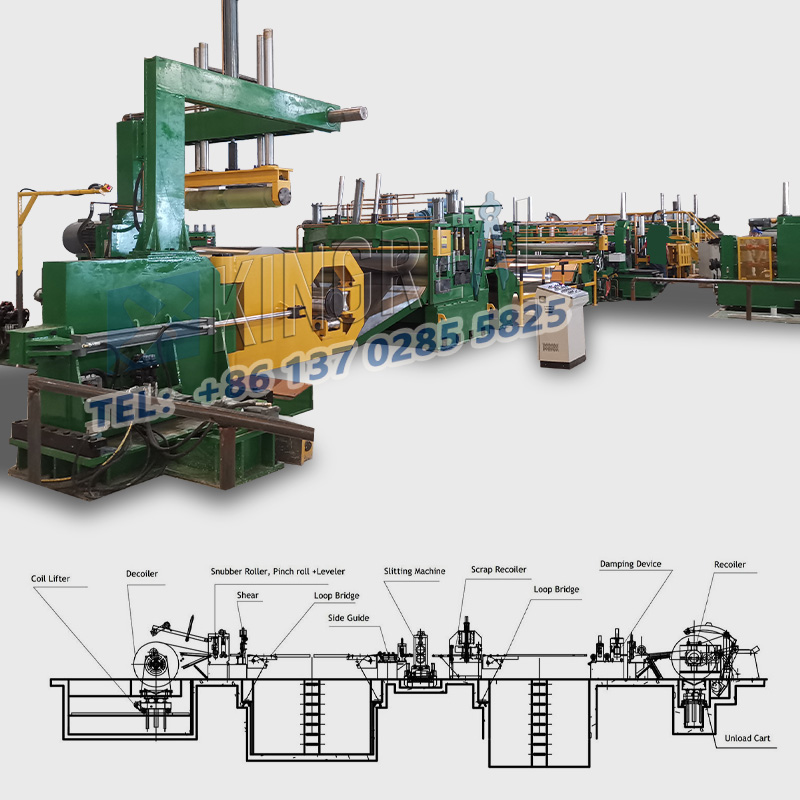
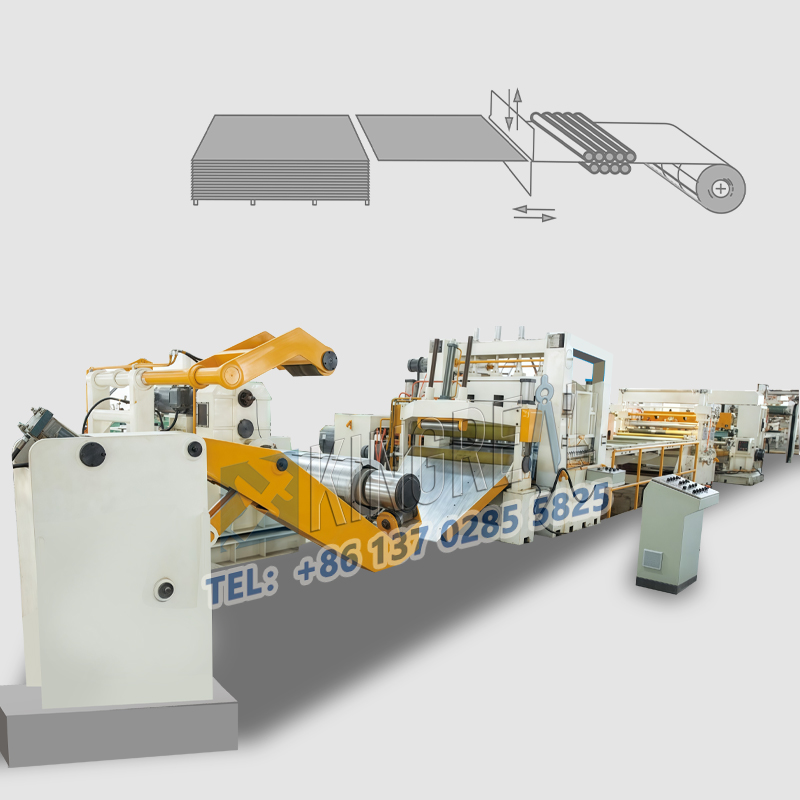
Metallin leikkauskoneetKäytetään laajalti metallinjalostusteollisuudessa pääasiassa suurten metallirullien leikkaamiseen useiksi kapeiksi nauhoiksi. Varsinaisen käytön aikana metallileikkauslinjoissa voi kuitenkin esiintyä erilaisia poikkeavuuksia, jotka voivat johtaa käsittelyn tehokkuuden heikkenemiseen tai materiaalihukkaan. Tämä KINGREAL STEEL SLITTERin artikkeli käsittelee useita yleisiä metallileikkauskoneiden toimintaongelmia ja tarjoaa vastaavia ratkaisuja, jotka auttavat käyttäjiä hyödyntämään paremmin metallinleikkauslinjojaan.
1.1 Kelan romahtaminen
Leikkauksen jälkeen, kun teräskela poistetaan kelasta, se usein romahtaa ja muuttuu soikeaksi. Pääsyynä tähän ilmiöön on kelausprosessin riittämätön jännitys tai teräsnauhan pinnalla oleva ruosteenestoöljy, joka estää riittävän kerrosten välisen kitkan. Tämän ongelman ratkaisemiseksi voidaan toteuttaa seuraavat toimenpiteet:
1.1.1 Varmista, että kelauksen aikana käytetään riittävää jännitystä kelan muodonmuutosten estämiseksi.
1.1.2 Tarkasta teräsnauhan pinta säännöllisesti varmistaaksesi, että se on puhdas ja öljytön, mikä varmistaa hyvän kitkan kerrosten välillä.
1.2 Epätasaiset teräskelan reunat
Epätasaiset teräskelan reunat johtuvat pääasiassa seuraavista tekijöistä:
1.2.1 Huono jännitys: Heikko jännitys käämityksen alussa ja voimakas jännitys käämityksen lopussa johtavat epätasaiseen käämitykseen. Tämän välttämiseksi jännitystä tulee lisätä käämityksen alussa ja vähentää lopussa.
1.2.2 Epätasainen jännitysjakauma: Jos teräsnauhaa ei leikata suoraan etureunasta tai puristimet pureutuvat teräsnauhan etureunaan leikkauksen aikana, se johtaa epätasaiseen jännityksen jakautumiseen. Varmista ennen käyttöä, että leikkausnauha on kiinnitetty tiukasti kelan pintaan tasaisen jännityksen varmistamiseksi.
1.2.3 Värähtely silmukkakuopassa: Jos teräsnauha värähtelee puolelta toiselle silmukkakuopassa ja pieniä ohjausrullia ei ole kiinnitetty kunnolla, se voi aiheuttaa muutoksia jännityslevyn kulmaan, mikä johtaa epätasaiseen käämitykseen. Värähtelyn vähentämiseksi silmukkakuopan jälkeen voidaan käyttää mattoa tai huopaa koskettamaan teräsnauhan pintaa, ja pienet ohjausrullat tulee kiinnittää.
1.2.4 Purseet: Kapeille teräsnauhoille suuret purseet tai epätasaiset purseet molemmilla puolilla leikkaamisen aikana voivat johtaa epätasaiseen käämitykseen. On suositeltavaa kääntää teräsnauha niin, että purseet osoittavat ylöspäin silmukkakuoppaan siten, että purseet osoittavat alaspäin, mikä estää tehokkaasti tämän ongelman.
Leikkauksen jälkeen teräsnauhassa voi esiintyä muodonmuutoksia, kuten sivuttaista taipumista. Syyt ovat varsin monimutkaiset:
2.1 Epätasainen leikkausrako:
On ametallin leikkauskone, epätarkat referenssipisteet leikkurin akselin olakkeessa, liian suuri aksiaalinen välys leikkurin akselin laakerissa tai virheet välikappaleessa tai sen paksuudessa voivat kaikki johtaa epätasaisiin leikkausraoihin, mikä johtaa muodonmuutokseen. Metallin leikkauslinjan säännöllinen tarkastus ja kalibrointi sen normaalin toiminnan varmistamiseksi voi tehokkaasti estää tämän tilanteen.
2.2 Materiaalin paksuuden vaihtelu:
Leveän materiaalin keski- ja reunaosien paksuusero on yleinen ongelma erityisesti valssatuissa materiaaleissa. Metallin leikkauslinjan tarkkuuden ja säätötekniikoiden eroista johtuen myös eri valmistajien materiaalien paksuusvaihtelut vaihtelevat. On suositeltavaa suorittaa paksuustestaus ennen käsittelyä ja säätää todellisen paksuuseron mukaan.
2.3 Perusmateriaalin taivutus:
Valssauksen aikana perusmateriaaliin syntyvää sisäistä jännitystä kutsutaan mahdolliseksi jäännösjännitykseksi. Jännitystasapainon menetys pitkittäisleikkauksen jälkeen voi johtaa teräsnauhan taipumiseen. Siksi laadukkaiden raaka-aineiden valinta ja valssausprosessin optimointi ovat tärkeitä ratkaisuja.
2.4 Epäjohdonmukaiset purseet tai reunat:
Jos levyn paksuus on suurempi sillä puolella, jossa on suurempia purseita kelauksen aikana, se johtaa suurempaan kelan halkaisijaan ja muodostaa trumpetin muotoisen mutkan. Tämän korjaamiseksi voidaan lisätä sopivan paksuista paperia toiselle puolelle tai käyttää leikkausprosessia.
2.5 Nauhan aaltoilevat reunat:
Kelausprosessin aikana purseet voivat johtaa paksuuden lisääntymiseen teräsnauhan reunassa, mikä johtaa reunan venymiseen. Metallinleikkauskoneen käytön aikana vaakavälystä on lisättävä sivuttaispaineen vähentämiseksi. Lisäksi leikattavalle materiaalille sopivien terien käyttö ja terien kulumisen vähentäminen auttaa myös ratkaisemaan tämän ongelman.
3.1 Terien kiinni
Jos kapeaa teräsnauhaa leikattaessa sormenmuotoinen puristuslevy ei täysin täytä kahden ulkoterän välistä rakoa, teräsnauha voi tarttua kahteen ulkoterään, mikä aiheuttaa ryppyjä. Tehokas strategia tämän ongelman estämiseksi on täyttää ulompien terien välinen rako litteällä painelevyllä ja varmistaa, että teriin levitetään säännöllisesti kerosiinia kitkan vähentämiseksi.
3.2 Rypistyminen kelausrummun leuoissa
Metallinleikkauskoneissa, jos teräsnauha ei asetu tiukasti kelausrumpua vasten ensimmäisellä kelauskerralla, voi esiintyä ryppyjä myöhemmän kelauksen aikana. Tämän välttämiseksi käämitysrummun leuat tulee tarkistaa säännöllisesti ja varmistaa, että teräsnauha on kiinnitetty kunnolla ja tiukasti rumpuun käämityksen alussa.
4.1 Painelevyjen aiheuttamat teräjäljet
Jos painelevyn korkeus on ristiriidassa ohjauslevyn kanssa, se voi aiheuttaa liiallista painetta teräsnauhaan, mikä johtaa terän jälkiin. Siksi painelevyn korkeus on tarkistettava ja säädettävä säännöllisesti sen varmistamiseksi, että se vastaa ohjauslevyn korkeutta.
4.2 Terän painelevyn tärinä
Kun terän painelevy tärisee ylös ja alas, se voi myös aiheuttaa teräjälkiä. Nämä teräjäljet ovat yleensä ajoittaisia, ja tärkeimpiä syitä ovat karan taipuminen, liiallinen välys terän ja karan välillä sekä metalliromun sintrautuminen terän toisella puolella. Karan kunnon tarkistaminen ja terien puhtaana pitäminen voi tehokkaasti vähentää terän jälkiä.
Metalliset leikkauslinjatväistämättä kohtaavat erilaisia ongelmia päivittäisessä käytössä, mutta monet ongelmat voidaan välttää tai lieventää huolellisen tarkastuksen ja huollon avulla. Metallinleikkauskoneiden yleisten ongelmien ja niiden ratkaisujen ymmärtäminen ja hallitseminen voi auttaa käyttäjiä optimoimaan tuotantoprosesseja ja parantamaan työn tehokkuutta. KINGREAL STEEL SLITTER toivoo, että yllä olevat ehdotukset antavat sinulle arvokasta tietoa metallin leikkauslinjan käytössä ja varmistavat sen jatkuvan ja tehokkaan toiminnan. Jos sinulla on kysyttävää, ota rohkeasti yhteyttä KINGREAL STEEL SLITTERiin!