Yksi tärkeimmistä tekijöistä kapeiden nauhojen laadun takaamiseksi on tarkka leikkaus. Olipa kyseessä ruostumaton teräs, teräs, alumiiniseos, kupari, PPGI, kylmävalssattu tai kuumavalssattu, tiukkojen toleranssien pitäminen halkaisun aikana liittyy välittömästi tuotteen laatuun, jatkokäsittelyn tehokkuuteen ja asiakastyytyväisyyteen. Kapeat nauhat voidaan hylätä jopa pienten raon leveyserojen, reunavirheiden tai materiaalin kaarevuuden muutosten vuoksi.
Joten, kuinka voit toimia oikein ateräsnauhan leikkauslinjasaavuttaaksesi tiukat toleranssit? Tässä artikkelissa tarkastellaan viittä keskeistä näkökohtaa: teräsnauhan leikkauskoneen asennus, jännityksen hallinta, työkalujen konfigurointi, materiaalinkäsittely ja teräsnauhan leikkauslinjan huolto.

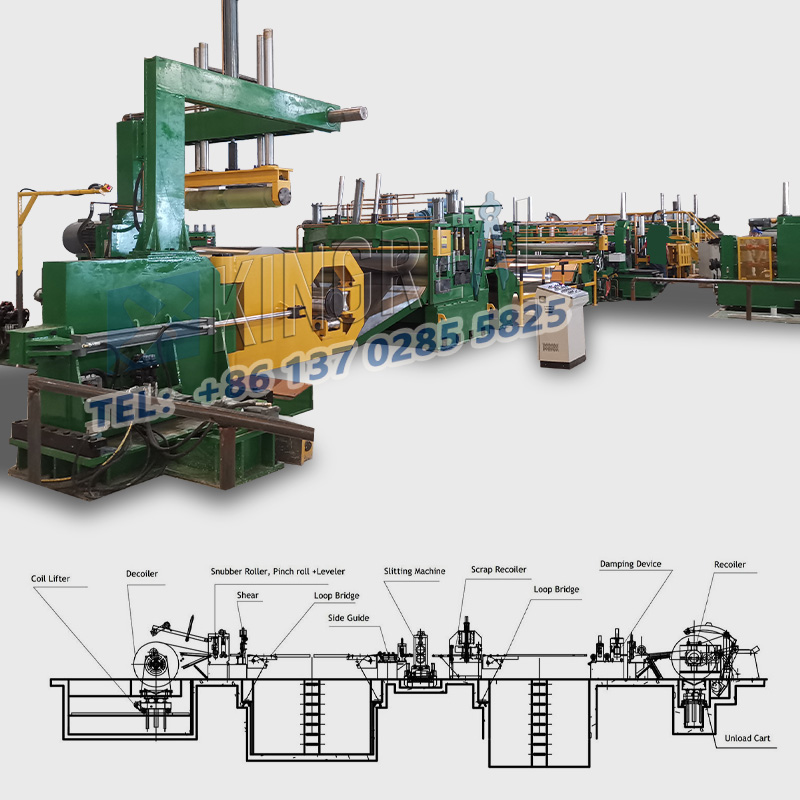
Alkuasetuksetteräsnauhan leikkauskoneon olennaista leikkaustoleranssien saavuttamiseksi. Viisi keskeistä seikkaa on otettava huomioon ennen käynnistystä:
-Työkalun tyyppi ja leikkausmenetelmä: Valitse työkalut materiaali- ja leikkausvaatimusten mukaan. Valitse perholeikkaus (jatkuva nopea), pyörivä leikkaus (suuri tarkkuus) tai kiinteä leikkaus (jaksoittainen pieni erä) asiakkaan tarpeiden mukaan varmistaaksesi toleranssit.
-Magneettisen ytimen valinta ja asennus: Valitse pyöreä, suora magneettisydän, jonka sisähalkaisija vastaa teräsnauhan leikkauskoneen akselia. Varmista, että se on asennettu tukevasti, jotta se ei liukumasta tai muodonmuutosta. Sydänten samankeskisyysvirheet voivat siirtyä leikkausaukkoon, mikä heikentää reunan laatua ja leveyden tarkkuutta.
-Työkalun sijoittelu: Säädä työkalun asentoa tarkasti määrittääksesi leikkausleveyden tilausmäärittelyjen mukaisesti käyttämällä kalibrointimittaria tai teräsnauhan leikkauslinjan vahvistettua digitaalista lukemaa. Tarkasta ennen käynnistystä varmistaaksesi, että työkalu on lukittu paikalleen, jotta se ei pääse siirtymään ja aiheuttaisi poikkeamia.
-Rullaohjain: Säädä alkuohjainasentoa rullan keskittämiseksi ennen leikkausalueelle tuloa estääksesi epätasaisen jännityksen ja leikkauspoikkeaman, mikä varmistaa mittavakauden.
-Ohjelman tarkistus: Jos teräsnauhan leikkauskone on ohjelmoitava, varmista, että oikea ohjelma on ladattu ja että parametrit, kuten jännityskäyrä ja leikkausnopeus, vastaavat käyttövaatimuksia, jotta vältetään parametrivirheet, jotka voivat vaikuttaa toleransseihin.
 |
 |
Vakaa jännitys on avain toleranssien leikkaamiseen ja vaatii hallintaa neljällä avainalueella:
- Kireyden johdonmukaisuus: Säilytä tasainen jännitys koko ajanteräsnauhan leikkauskoneprosessi, purkamisesta, leikkaamisesta takaisin kelaukseen. Materiaalin leveyden muutokset, venyminen, reunan aaltoilu, taipuminen ja toleranssit vaikuttavat kaikki vakavasti stressin muuttumiseen.
- Alueen ohjaus: Nykyaikaisissa teräsnauhan leikkauslinjoissa on itsenäiset jännitysalueet aukikelausta, leikkausta ja takaisinkelausta varten. Punnitusanturit ja jännityksensäätimet on kalibroitava säännöllisesti.
- Jännitys tulee asettaa materiaalin ominaisuuksien perusteella: liian alhainen voi johtaa luisumiseen ja huonoon seurantaan; liian korkea voi venyttää materiaalia ja aiheuttaa reunan muodonmuutoksia.
-Uudelleenkelaus: Kokoonpuristuville materiaaleille kohdistetaan suurempi jännitys ytimeen, joka pienenee asteittain rullan halkaisijan kasvaessa varmistaakseen vakaan rullan ilman venymistä. Väärä kartio voi aiheuttaa reunavaurioita, epätasaista käämitystä ja vaarantaa leveyden johdonmukaisuuden.
- Voitelun hallinta: Voitele määritellyn ajan, määrän ja tyypin mukaan ylivoitelun (huono lämmön haihtuminen) tai alivoitelun (suuri kitka) välttämiseksi, mikä voi aiheuttaa komponenttien kulumista ja tärinää.
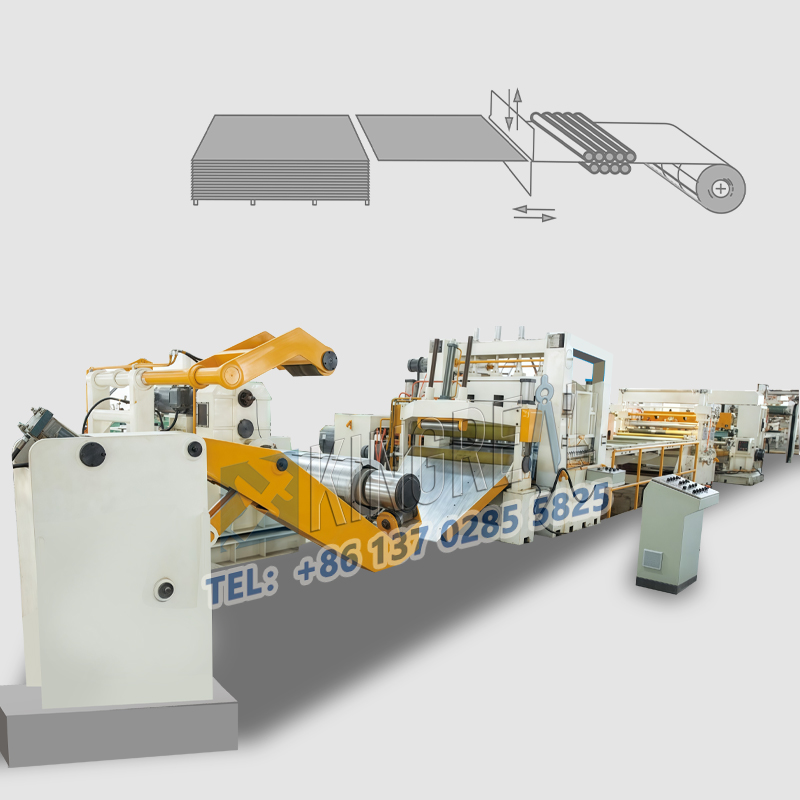
Työkaluasetukset määrittävät leikkauksen laadun ja mittatarkkuuden keskittyen neljään keskeiseen näkökohtaan:
-Työkalun terävyys: Tylsä työkalu voi puristaa tai repiä materiaalia aiheuttaen purseita ja rikkoen toleransseja. Terävien reunojen säilyttämiseksi tulee asettaa työkalun teroitus-/vaihtoaikataulu, joka perustuu materiaalin kulumisominaisuuksiin ja käsittelysykliin.
-Työkalun tyyppi ja leikkausmenetelmä: Valitse työkalut materiaali- ja leikkausvaatimusten mukaan. Valitse perholeikkaus (jatkuva nopea), pyörivä leikkaus (suuri tarkkuus) tai kiinteä leikkaus (jaksoittainen pieni erä) asiakkaan tarpeiden mukaan varmistaaksesi toleranssit.
-Kulman optimointi: Partakonetyyppisissä teräsnauhaleikkauskoneissa terän kulma säädetään materiaalin mukaan tasapainottaaksesi leikkauslaatua työkalun kulumisen kanssa. Hienosäädä ylä- ja alaterien välinen rako ja limitys leikkaustyyppisten teräsnauhan leikkauslinjojen välillä (katso valmistajan taulukkoa ja ota huomioon materiaalin ominaisuudet). Väärä rako tai päällekkäisyys voi aiheuttaa purseita ja karkeita reunoja.
-Toimintavakaus: Varmista, ettäteräsnauhan leikkauskoneterän kelkka on yhdensuuntainen terän akselin kanssa ja pyörivän terän säteittäinen juoksu on minimoitu, jotta vältetään "värähtelyjäljet" ja epävakaa reunalaatu.
 |
 |
Standardoitu materiaalinkäsittely voi estää materiaalin aiheuttamat toleranssivaihtelut. Keskity neljään avainalueeseen:
- Liitoksen eheys: Käytä vahvoja, tasaisen paksuja liitoksia välttääksesi liitosvauriot tai liiallinen paksuus, joka voi aiheuttaa laitteiden juuttumista, jännityksen vaihteluita ja leikatun reunan vaurioitumista.
-Reunan ohjaus: Aktiivisia rainan ohjaimia käytetään varmistamaan, että raina on keskitetty leikkausalueelle, mikä estää rainan poikkeaman, joka johtaa epätasaiseen leveyteen ja huonoon ulkoreunan laatuun.
- Rullan käsittely: Käytä nostureita ja akselinostimia telojen lastaamiseen ja purkamiseen. Vältä iskuja tai pudotuksia, jotka voivat vahingoittaa ydintä ja vaikuttaa sen samankeskisyyteenteräsnauhan leikkauslinjaasennus. Käsittele valmiita rullia varovasti reunavaurioiden ja muodonmuutosten välttämiseksi.
- Roskien hallinta: Pidä leikkausalue puhtaana ja poista roskat ripeästi, jotta se ei taipu rataa, häiritse leikkuria tai juuttuisi rullaan, mikä vaikuttaa laatuun ja toleransseihin.
Huolto varmistaa vakaudenteräsnauhan leikkauslinjatoiminta- ja toleranssitarkkuus keskittymällä viiteen avainalueeseen:
-Ennaltaehkäisevä huolto: Tarkista komponenttien kohdistus, laakerit, hihnan kireys, vaihteiden kuluminen ja pneumaattiset/hydraulijärjestelmät valmistajan aikataulun mukaisesti ja korjaa mahdolliset ongelmat viipymättä.
- Voitelun hallinta: Voitele määritellyn ajan, määrän ja tyypin mukaan ylivoitelun (huono lämmön haihtuminen) tai alivoitelun (suuri kitka) välttämiseksi, mikä voi aiheuttaa komponenttien kulumista ja tärinää.
-Osien kulumisen tarkastus: Tarkasta säännöllisesti tärkeimmät osat, kuten laakerit, akselit ja vaihteet, ja vaihda nopeasti kaikki voimakkaasti kuluneet osat, jotta tärinä, liukuminen ja kohdistusvirhe ei vaikuta toleransseihin.
-Kalibrointi ja huolto: Kalibroi säännöllisesti jännitysanturit, punnitusanturit ja digitaaliset paikannusjärjestelmät estääksesi kalibroimattomien instrumenttien aiheuttamat mittausvirheet, jotka voivat vaikuttaa parametriasetuksiin.
-Puhdistus: Puhdista teräsnauhan leikkauskone pölystä, rasvasta ja roskista, erityisesti laakereiden, ohjauskiskojen ja antureiden ympäriltä varmistaaksesi sujuvan toiminnan ja helpottaaksesi ongelmien havaitsemista.