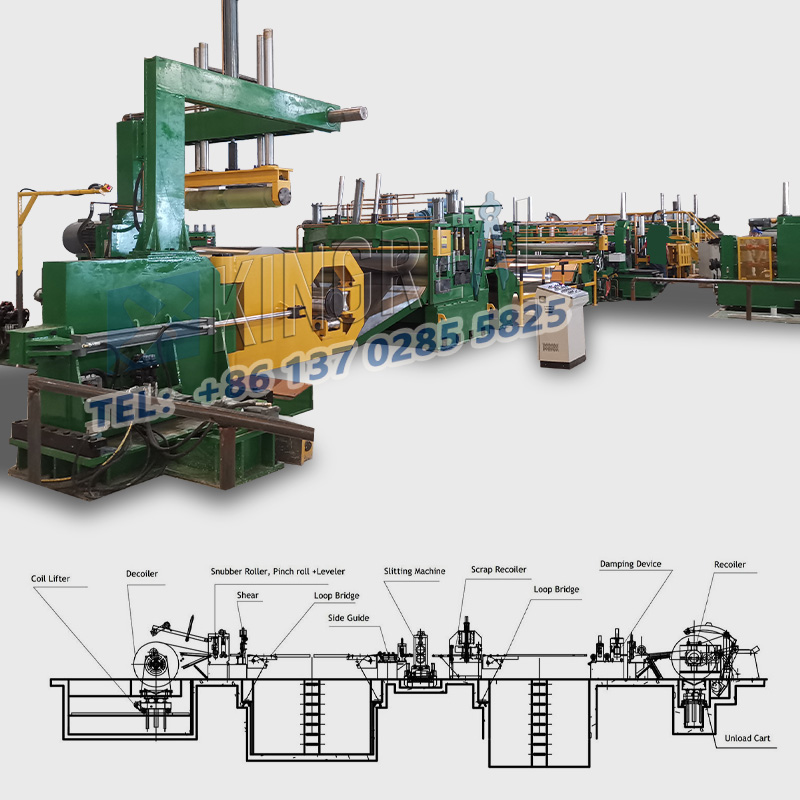
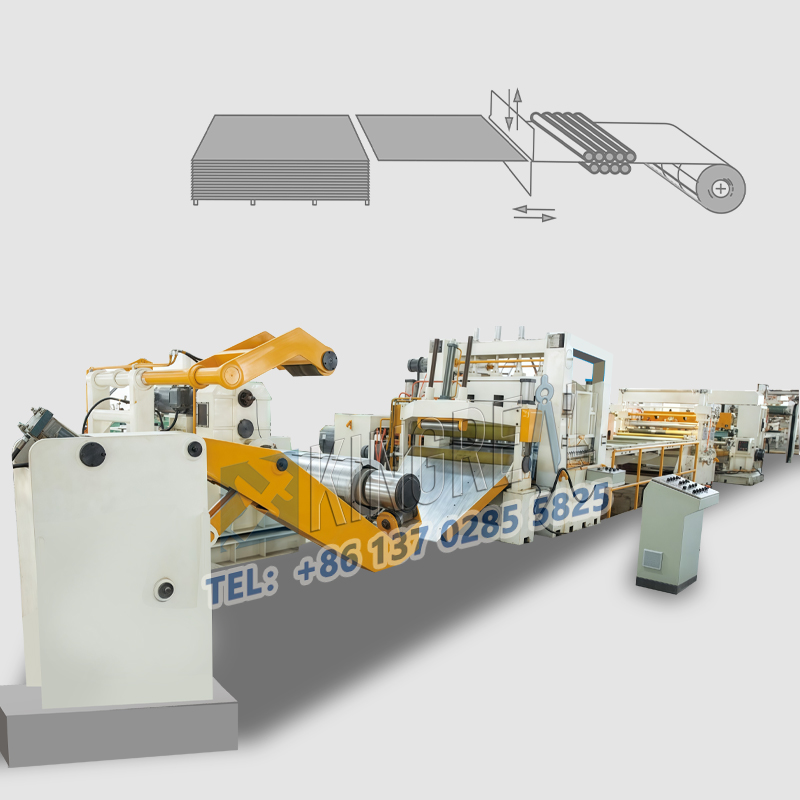
Ruostumattomasta teräksestä leikattu pituusviivojaniitä käytetään laajasti metallityöalalla erilaisten metallikelien tarkkuusleikkaukseen, mukaan lukien teräs, ruostumaton teräs, alumiini, rauta, kylmävalssatut, kuumavalssatut ja PPGI: n.
Huolimatta erinomaisesta suorituskyvystä tuotannossa, ruostumattomasta teräksestä leikattu pituuskoneisiin voi silti kokea poikkeaman leikkauksen leikkauksen aikana.
Tässä artikkelissa tutkitaan ruostumattoman teräksen leikkauspoikkeaman vianetsintäpisteitä kolmesta näkökulmasta: mekaaninen rakenne, ohjausohjelma ja parametrit sekä materiaali ja prosessien yhteensopivuus.

(1) Ajakomponenttien kuluminen
Sisä-Ruostumattomasta teräksestä leikattu pituuskoneisiin, käyttökomponenttien kuluminen on yleinen syy leikkaamiseen.
Vaihteet, ketjut ja muut käyttökomponentit, jotka ovat olleet pitkään toiminnassa
Ruostumattoman teräksen oireet, jotka on leikattu pituusviivavirheeksi: esimerkiksi autoteollisuuden osassa tehtaalla ruostumattoman teräksen leikkauslaitteiden käyttövaihteet, jotka on leikattu pituuskoneeseen 30% kulumisessa. Kun leikkasi jatkuvasti 5 mm paksuja teräslevyjä, mittasuhteet saavuttivat 0,3 mm, ylittäen hyväksyttävän ± 0,2 mm: n alueen.
Ratkaisu: Tämän ongelman ratkaisemiseksi suositellaan aseman komponenttien säännöllistä tarkastusta. Jos hammashampaan kuluminen ylittää 15% tai ketjun pidentyminen ylittää 2%, ne tulisi vaihtaa nopeasti.
Samanaikaisesti siirtosuhde tulisi kalibroida mekaanisen läpäisyn tarkkuuden palauttamiseksi. Tämä toimenpide voi parantaa merkittävästi leikkauksen vakautta ja tarkkuutta.
(2) Työkalunhaltija-opas rautatieluoja
Lisääntynyt puhdistuma työkalunhaltijan ja ohjauskiskon välillä on myös merkittävä tekijä, joka vaikuttaa poikkeamaan. Ajan myötä työkalunhaltijan opaskäteen kuluminen pitkittyneen edestakaisen liikkeen takia, ja tämä puhdistuma voi kasvaa, mikä vaikuttaa työkalun haltijoiden vakavuuteen.
Ruostumattoman teräksen oireet, jotka on leikattu pituusviivavirheeseen: normaaleissa olosuhteissa työkalunomistajan ja ohjauskiskon välisen puhdistuman tulisi olla alle 0,05 mm. Liiallinen välys voi aiheuttaa työkalunomistajan heiluttamisen leikkaamisen aikana, mikä johtaa leikkauslevyn koon vaihteluihin.
Ratkaisu: Tarkista välys tarkistamaan Felanter -mittari. Jos se ylittää vakioarvon, säädä ohjauskiskon insertti tai vaihda vaurioitunut opaskiskon liukusäädin. Laitteistotehdas vähensi leikkauspoikkeamaa 0,25 mm: stä 0,08 mm: n kanssa tämän säädön jälkeen osoittaen tämän säädön tehokkuuden.
(1) Ohjelmalogiikkavirheet
Sisä-ruostumattomasta teräksestä leikattu pituuskoneeseenOperaatiot, PLC -ohjelmalogiikkavirheet ovat myös yleinen syy leikkaamiseen. Rehu- ja leikkausohjeet ohjelmassa voi laukaista leikkauksen ennen materiaalin täysin syöttämistä, mikä johtaa aliarviointiin.
Ruostumattomasta teräksestä valmistetun linjan vikaantumisen ilmenemismuodot: Esimerkiksi joissain tapauksissa leikkaus alkaa ennen materiaalin täysin syöttämistä, mikä vaikuttaa suoraan leikkaustarkkuuteen.
Ratkaisu: On suositeltavaa käyttää ohjelman diagnostiikkaa I/O-pisteen tilan seuraamiseen ja "syöttö-detect-cut" -logiikan uudelleen järjestämiseen. Lisää lisäksi viivetodistusohjeet toimintojakson tarkkuuden varmistamiseksi. Tämä optimointi parantaa merkittävästi ruostumattomasta teräksestä valmistetun leikkauslaitteen stabiilisuutta pituuskoneeseen.
(2) epätarkkojen parametriasetukset
Epätarkkoparametria -asetukset ovat myös merkittävä tekijä, joka vaikuttaa ruostumattoman teräksen leikkausviivojen leikkaustarkkuuteen. Virheelliset syöttöpituusparametrit tai yhteensopimattomat leikkaukset ja syöttönopeudet voivat johtaa kumulatiivisiin poikkeamiin.
Ruostumattomasta teräksestä valmistetun oireet, jotka on leikattu koneiden vikaantumiseen: Esimerkiksi, jos syöttöpituus asetetaan 100 mm: ksi, mutta todellinen syöttöpituus on 99,5 mm, pitkäaikainen toiminta johtaa merkittävään mittapoikkeamaan.
Liuos: Kalibroi syöttöpulssimäärän uudelleen (pulssien lukumäärä millimetriä kohti) ja säädä leikkuunopeus levyn paksuuden ja materiaalin perusteella. Paksuille levyille on suositeltavaa asettaa leikkausnopeus enintään 30 kertaa minuutissa, kun taas ohuille levyille se voi saavuttaa 60 kertaa minuutissa.
Parametrien korjaamisen jälkeen ruostumattomasta teräksestä valmistettu prosessointilaitos saavutti kumulatiivisen poikkeaman, joka oli alle 0,1 mm 10 metrin pituisella levyllä, mikä osoittaa parametrien korjauksen merkityksen.
(1) epätasainen levyjännitys
Ruostumattomasta teräksestä valmistettuja levyjä leikkaamalla epätasainen jännitys voi aiheuttaa jouset leikkauksen jälkeen, mikä vaikuttaa lopulliseen ulottuvuuteen.
Ruostumattoman teräksen oireet, jotka on leikattu pituusviivavirheeseen: Esimerkiksi kylmävalssatun levyn jousenopeus voi olla niin korkea kuin 1-2%, mikä voi aiheuttaa mittasuhteen leikkauksen jälkeen.
Ratkaisu: On suositeltavaa suorittaa stressin helpotusta ohutlevylle, kuten tasoittaminen tai ikääntyminen, tai kompensoida Springback-ohjelmassa (kompensointiarvon asettaminen 0,1-0,3 mm materiaalista riippuen). Kompensaation jälkeen kylmän rullatun levyn mylly saavutti leikkuulaitoksen ≤0,1 mm, varmistaen leikkaustarkkuuden.
(2) Syöttöjännitysvaihtelu
Syöttöjännitysvakaus vaikuttaa suoraan leikkaustarkkuuteen. Jos syöttötelan jännitys on epävakaa, ohutlevy voi liukastua tai rypistyä syötön aikana, mikä johtaa hallitsemattomiin leikkausmittaisiin.
Ruostumattoman teräksen oireet, jotka on leikattu pituuslinjalle: Jännityshallinnan epäonnistuminen voi johtaa epätasaiseen ruokintaan, mikä puolestaan vaikuttaa leikkuulaatuun.
Ratkaisu: On suositeltavaa tarkastaa jännitysohjausjärjestelmä. Pneumaattiset kiristimet vaativat tiivisteen vaihtoa, kun taas hydrauliset kiristimet vaativat paineanturin kalibrointia. Säätöjen jälkeen teräsnauhamylly vähensi jännityksen vaihtelua ± 5%: sta ± 1%: iin, mikä parantaa tehokkaasti leikkaustarkkuutta.
 |
 |
 |
ToiminnassaRuostumattomasta teräksestä leikattu pituuskoneisiin, poikkeaman leikkaus johtuu usein tekijöiden yhdistelmästä. Kattava tutkimus, joka keskittyy mekaaniseen rakenteeseen, ohjausohjelmiin ja parametreihin sekä materiaaliin ja prosessien yhteensopivuuteen, voi tunnistaa ongelmat tehokkaasti ja toteuttaa kohdennettuja korjauksia.
Ylläpitämällä säännöllisesti siirtokomponentteja, optimoimalla ohjelmalogiikkaa, säätämällä tarkasti parametreja ja sopeutumalla materiaaliominaisuuksiin, valmistajat voivat minimoida leikkauspoikkeamat ja täyttää tiukan leikkaustarkistuksen vaatimukset, kuten autojen osat ja laitteistot.
Vain parantamalla jatkuvasti ruostumattoman teräksen leikkausviivan kaikkia näkökohtia voi olla voittaja kiihkeästi kilpailukykyisillä markkinoilla.
Toivomme, että tämän artikkelin analyysi ja ehdotukset tarjoavat tehokkaita vianetsintästrategioita ja ratkaisuja siihen liittyvälle teollisuudelle.