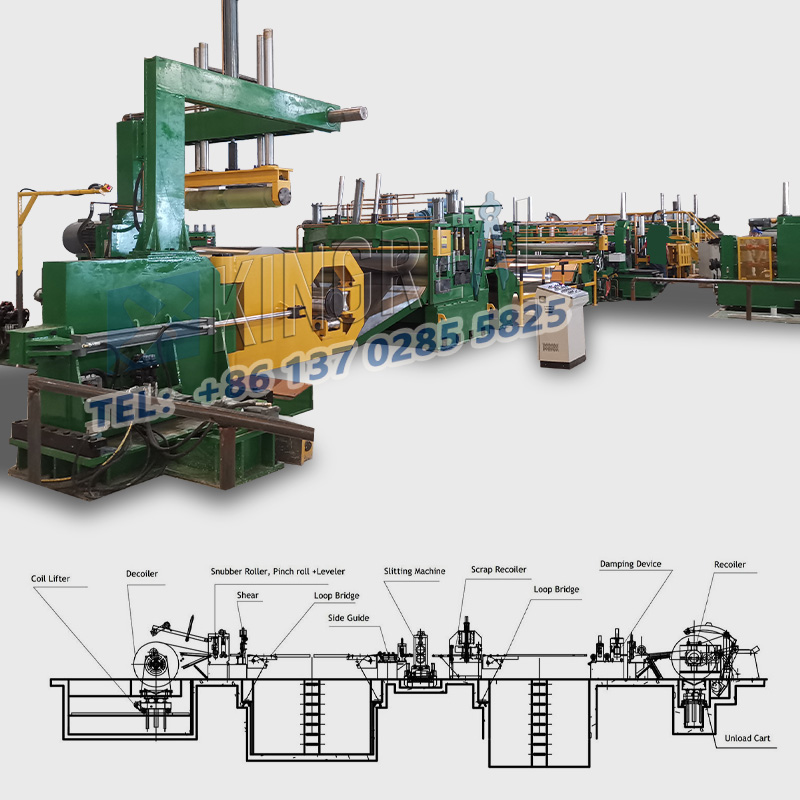
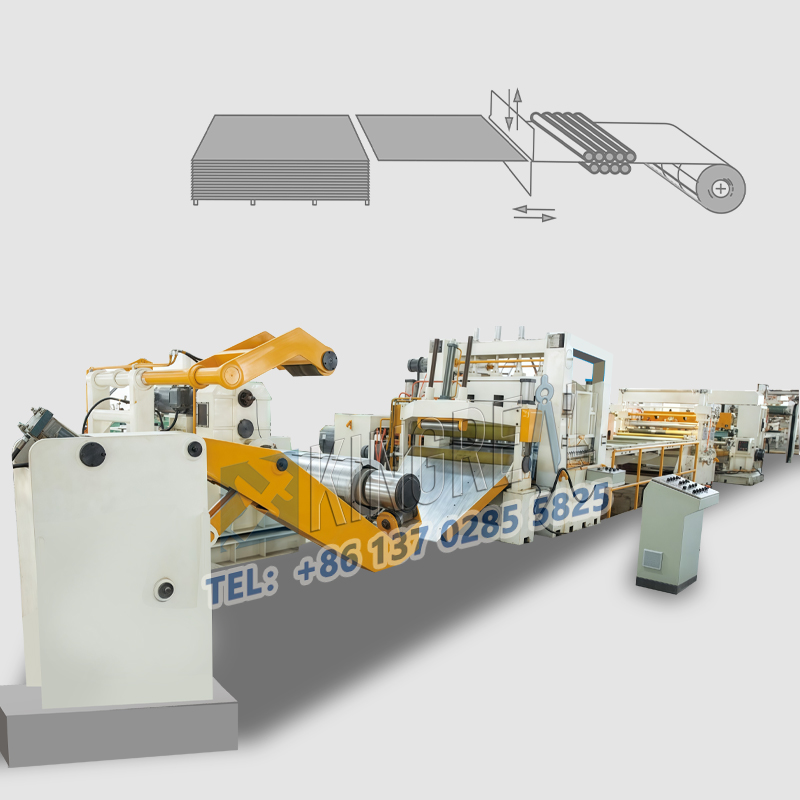
(I) kalibrointiraskas mittari leikattu pituusviivaanydinkomponentit
Syöttötelan tarkkuus:
Tarkista säännöllisesti rullapinnan rinnakkaisuus, virhettä on ohjattava ≤0,05 mm/m ja käyttämään tuntomittarilla rellin pinnan ja levyn pinnan välisen raon mittaamiseksi. Jos kuluminen ylittää 0,1 mm, se on jaettava tai vaihdettava; Käytä laser-interferometriä servomoottorin kooderin kalibroimiseksi, ja syötteen paikannustarkkuuden on oltava ≤+0,1 mm nopean leikkauksen aikana.
Saksanterän kalibrointi:
Ylä- ja alempien terien rinnakkaisuus on ylläpidettävä 0,02-0,05 mm: llä, joka voidaan havaita tuntumismittarilla ja valintaindikaattorilla: Terän välinen rako säädetään levyn paksuuden mukaan, esimerkiksi ohuiden levyjen (≤2 mm) välinen rako ja aukko ja paksuiset levyjen väliset (2-6MM) on 0,03-03-03-03-03-03.03.
Terän pystysuuntausvirhe on ≤0,03 mm/100 mm. Jos se ylittää toleranssin, välilevy on säädettävä työkalujen haltijan pystysuunnassa.
(Ii) Raskaan mittarin päivittäinen ylläpito, joka on leikattu pituuskoneeksi
LUBRICING-järjestelmä raskaan mittarin leikkaamiseksi pituuslinjaan: Tarkista vaihdelaatikkoöljytaso viikossa, hallitse aallonpainejärjestelmän öljynlämpötilaa nopeudella 40-60 ℃ ja levitä erityinen leikkuueste, jonka viskositeetti on 32-46CST ohjauskiskoon päivittäin.
Sähköjärjestelmä raskaan mittariksi, joka on leikattu pituuskoneeksi: Pyyhi kooderi, ritilä hallitsija ja muut anturit alkoholilla joka neljännes, ja vaihda moottorihiiliharja, kun sitä käytetään yli 1/3; Kiinnitysosat: Tarkista säännöllisesti tEsimerkiksi työkalujen pidikkeen ja syöttömekanismin pultit, esimerkiksi M12-pultin vääntömomentti on pidettävä 80-100N · m.

(I) Leikkausnopeuden ja syöttönopeuden vastaava
Eri materiaalien ja paksuuden levyjen nopeus on säädettävä vastaavasti: kylmävalssatut teräslevyt (0,5-3 mm) leikkausnopeus 30-80 m/min, syöttönopeus 25-70 m/min, jäähdytysjärjestelmä on kytkettävä päälle nopean leikkauksen aikana; Ruostumattomasta teräksestä valmistettu levyt (1-5 mm) leikkuunopeus 15-40 m/min, syöttönopeus 10-35 m/min, ja terä on päällystettävä tinapäällysteellä; Alumiiniseoslevyjä (0,8-4 mm) Leikkausnopeus 40-100 m/min, syöttönopeus 35-90 m/min, ruiskutusleikkauksen nestevoitelua käytetään.
(Ii) Teränkulma ja paineiden voiman asetusten terän kulma: Leikkauskulma (ylempi ja alempi terän kulma) säädetään levyn ominaisuuksien mukaisesti, 5-8 "ohuille levyille, 8-12" keskipitkille ja paksuun levylle, 12-15 "koville materiaaleille, kuten korkealujuuden teräkselle; selkänkulma (terän selkäpinnan kaltevuuskulma) asetetaan yleensä 3-5 °: n mukaisesti ja kulma on pidettävä kohoamisen aikana. Levy, 2-3n 1 mm: n levylle, 2-3n 3 mm: n levylle 5-7KN, reaaliaikainen valvonta paineanturin kautta, riittämätön paine voi helposti aiheuttaa levyn vääntymisen.

(I) kela/lautasen hyväksymisstandardit
Tasaus: Teräslevyn sivupuolen taivutus ≤1 mm/m, aaltoisuus ≤3 mm/2m, sietämätöntä on tasoitettava ennen leikkaamista:
Kovuuspoikkeama: Levyjen kovuusero samassa erässä ≤15HB, satunnainen tarkastus Rockwell -kovuustesterillä, epätasainen kovuus johtaa epäjohdonmukaiseen terän kulumiseen.
(Ii) tyhjä esikäsittely
Pintapuhdistus: Poista öljy tahrat ja oksidiasteikko (voidaan pyyhkiä asetonilla tai mekaanisesti kiillotetulla), jäännös epäpuhtaudet pahentavat terän kulumista; Kela-purkamisjännitys: Säädä paksuuden mukaan 0,5 mm: n levyjännitys 50-80N/mm, 2 mm levy 150-200N/mm, riittämätön jännitys voi helposti aiheuttaa syöttöliukan.

(I) Esityöhön harjoittelupisteitäraskas mittari leikattu pituusviivaan
Parametrien asetusharjoittelu: Opi tarttumaan eri materiaalien "nopeuspainepaine" -sovellussääntöihin, esimerkiksi leikkaamalla 3 mm ruostumattomasta teräksestä, terän rako 0,05 mm, puristamalla voimaa 6kN; Opi käyttämään automaattisia työkalujen asetusjärjestelmiä, kuten lasertyökalujen asetusvälineitä, työkalujen asetusten tarkkuutta ≤0,02 mm.
Epänormaali harkintakyky raskaaseen mittarille, joka on leikattu pituuskoneeseen: Pysäytä raskas mittari, joka on leikattu pituuslinjaan heti tarkistaaksesi terän reunan, kun kuulet epänormaalia kohinaa, kuten terän törmäystä; Kun leikkauspinnan BURR ylittää 0,1 mm, arvioi, onko kyseessä terän kuluminen vai liian suuri rako.
(ii) Toimintaprosessin standardisointi raskaan mittarin leikkaamiseksi pituuskoneeksi
Käynnistyksen esilämmitys: Suorita tyhjänä 10-15 minuutin ajan saman huoltojärjestelmän lämpötilan vaihtelun ≤2 ℃ ja saavuttamisen lämpöstabiilisuuden saavuttamiseksi;
Ensimmäisen kappaleen kolme tarkastusta: Ensimmäisen kappaleen leikkaamisen jälkeen käytä Vernier -paksuus, jonka tarkkuus on 0,02 mm, mittaaksesi koon, valintaindikaattorin havaitsemiseksi tasaisuuden ja tarkistavat visuaalisesti Burrs.

(i) Online -havaitseminen tarkoittaaraskas mittari leikattu pituusviivaan
Valoelektrinen anturi tarkkailee syöttöpituutta reaaliajassa ja hälyttää automaattisesti, kun poikkeama ylittää ± 0,3 mm: Infrapuna lämpömittari tarkkailee terän lämpötilaa ja aloittaa vesijäähdytyksen tai ilmajäähdytyksen pakotettua jäähdytystä, kun se ylittää 120 ℃ c.
(ii) Offline -näytteenottostandardi raskaan mittarin leikkaamiseksi pituuskoneeksi
Pituuskoko: Sallittu virhe Kun ≤1000 mm ± 0,5 mm, tarkista vernier -paksuus satunnaisesti 1 osa jokaisesta 50 kappaleesta; Diagonaalinen poikkeama: 1000 mmx1000 mm -levyn sallittu poikkeama ≤1 mm, tarkista 5%: n teräsmitalla neliömäisellä viivaimella jokaisesta erästä satunnaisesti: ohut levy ≤0,05 mm, käytä mikroskooppia (suurennusta 50 kertaa), jotta saat kunkin siirron ensimmäiset ja viimeiset kappaleet: Leikkauspinnan pystysuuntaisuus: Sallitavissa oleva lepotila ≤0.5 °.
(Iii) Ratkaisut yleisiin laatuongelmiin raskaan mittarin leikkaamiseksi pituusviivaan
Koko toleranssista: Jos syöttötela liukuu, säädä kireys tai vaihda kuluneet rullan; Jos servomoottorin kooderi epäonnistuu, tunnista oskilloskoopilla pulssisignaali ja vaihda vaurioituneet osat.
Leikkauspinta-burr ylittää standardin: Kun terän reunan säde on> 0,03 mm, se on laimentava uudelleen ≤0,01 mm; Säädä terän aukko vakioarvoon.

Työpajan lämpötila ja kosteus: lämpötilaa säädetään nopeudella 15-30 ℃, kosteus ≤60% RH, vältä levyn ruostumista kostean ympäristön vuoksi;
Anti-seismet mittaukset: betonin kaataminen, jonka paksuus on ≥300 mm laitteiden perustamiselle, pois värähtelylähteistä, kuten rei'ityspuristimista (tärinän kiihtyvyys ≤0,5 g); Turvallisuuslukitus: hätäpysäytyspainikkeen vasteaika ≤0,5 sekuntia,raskas mittari leikattu pituuskoneeseenAutomaattisesti virtaa pois, kun suoja on päällä.