Kuuma rullattu viipaleon tärkeä tuotantolaite, jota käytetään laajasti metallinkäsittelyteollisuudessa. Sen päätehtävä on leikata leveämpi kuumavalssattu metallikela tarvittavan leveyden useisiin nauhoihin pituuden suuntaan. Näitä nauhoja käytetään yleensä myöhemmissä rullaus-, tyhjennys-, kylmän taivutus- ja leimausprosesseissa, ja niistä niistä tulee erilaisten teollisuustuotteiden perusmateriaaleja. Tämä artikkeli esittelee yksityiskohtaisesti työnkulun, tekniset parametrit, yleiset toimintaongelmat ja kuumavalssatun liitekoneen ratkaisut. Jos joudut hankkimaan lisää parametreja tai videotietoja, tervetuloa neuvottelevat Kingreal Steel Slitter!

Kuumavalssatut levyt ovat teräslevyjä tai nauhoja, jotka rullataan lämmityksen jälkeen. Sen tärkeimpiin etuihin kuuluu:
Korkea sitkeys: Kuumavalssatut levyt käsitellään korkeissa lämpötiloissa, mikä voi poistaa jonkin verran sisäistä stressiä ja parantaa materiaalin sitkeyttä.
Kustannustehokkuus: Verrattuna kylmävalssatuihin levyihin, kuumavalssatuilla levyillä on alhaisemmat tuotantokustannukset ja ne sopivat laajamittaiseen tuotantoon.
Korkea tuotantotehokkuus: Kuumavalssatut leikkauskoneet voivat nopeasti ja tehokkaasti ratkaista suuret kelat vaadittavaan leveyteen sopeutuakseen markkinoiden kysynnän muutoksiin.
Näiden ominaisuuksien takia kuumavalssatut levyt on käytetty laajasti rakennusrakenteissa, raskaan koneiden valmistuksessa ja muissa kentissä.
|
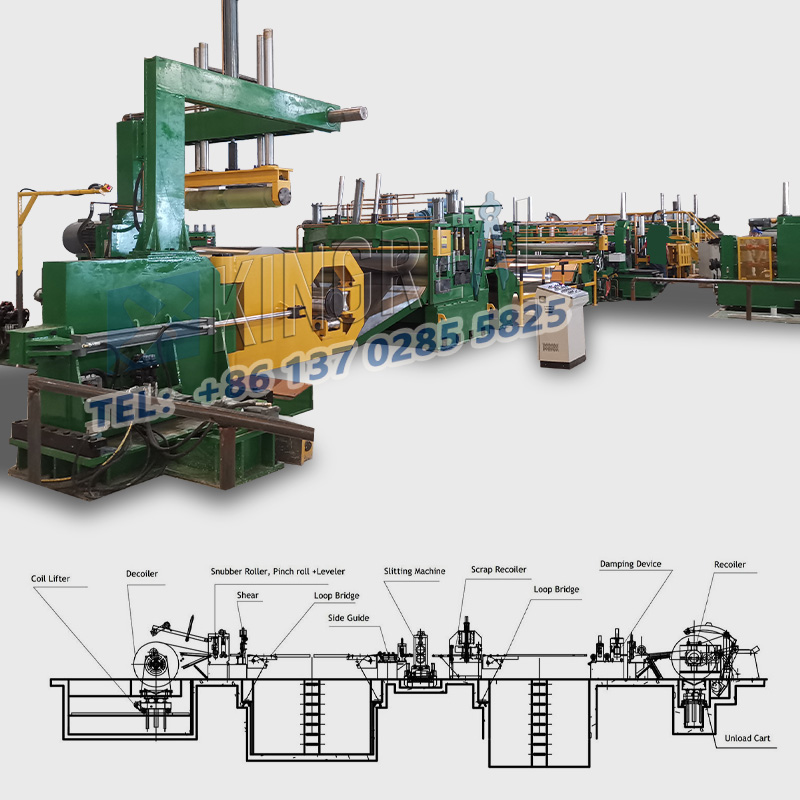
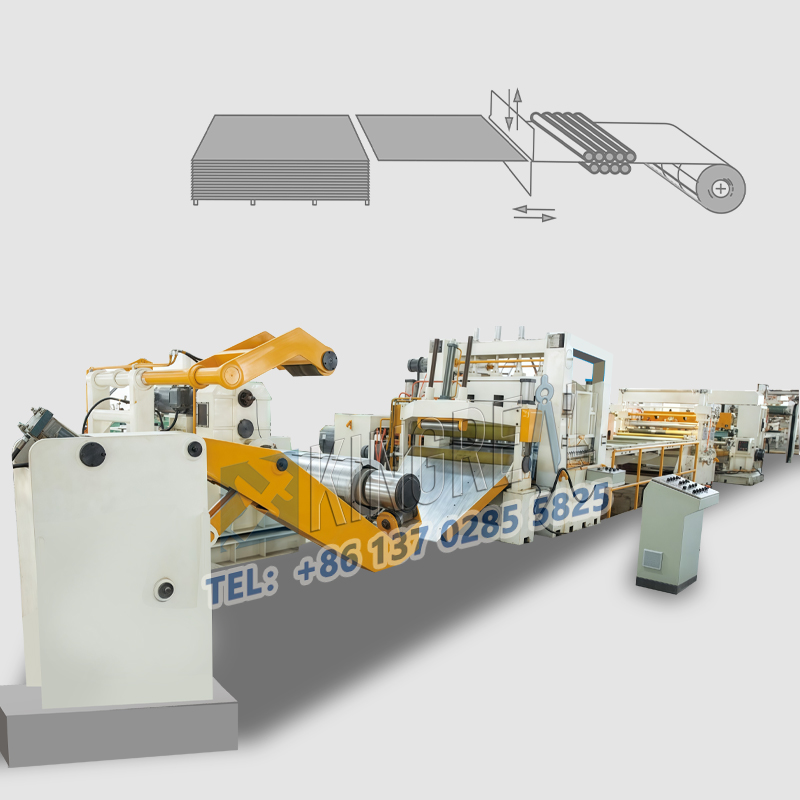
Ladata jtkKuuma rullattu viipale: Operaattori syöttää kuumavalssatun kelan Decoiler -mandreliin. Kuumavalssatun riidon kone: Kuumavalssatun viivan viivan leikkaaminen: riidon päässä teräs rakotaan moniin kapeisiin nauhoihin pyörivällä terällä. Kuumavalssatun liitekoneen tarkastus: Operaattori tarkastaa jokaisen juosteen varmistaakseen, että määritelmän leveys ja reuna -olosuhteet täyttävät vaatimukset. Stressin helpotus kuumavalssatulle viipaleviivalle: säikeet kulkevat rengasmaisten kaivojen läpi materiaalin stressin poistamiseksi leikkaamisen jälkeen ja varmistavat uudelleenkäytön taivuttamatta. Niputtaminen ja pakkaus: niputa ja paketti jokainen juoste asiakkaiden vaatimusten mukaisesti. |
 |
Malli
Malli 1
Malli 2
Malli 3
Malli 4
Alkuperäinen kela
Kuumavalssattu lautanen
Kuumavalssattu lautanen
Kuumavalssattu lautanen
Kuumavalssattu lautanen
Materiaalin paksuus
0,8 mm-6.0mm
0,8 mm-6,0 mm
2,0 mm-12.0 mm
3,0 mm-16,0 mm
Materiaalileveys
1600 mm (max)
1800 mm (Max)
2000mm (Max)
2200 mm (Max)
Kelapaino
30ton (Max)
30ton (Max)
30ton (Max)
30ton (Max)
Leveystarkkuus
± 0,15 mm
± 0,15 mm
± 0,2 mm
± 0,3 mm
Yksikön nopeus
120 m/min (max)
120 m/min (max)
80 m/min (max)
60m/min (max)
|
① Kuumavalssattu viipakone, jolla on korkea hyötysuhde Huomattava ominaisuusKuumavalssattu rippauskoneon, että se voi rakottaa jopa 40 kapeaa nauhaa samanaikaisesti. Tämä toiminto vastaa suuresti asiakkaiden tarpeita laajamittaiseen tuotantoon. Teollistumisen kiihtymisen myötä metallinauhojen markkinoiden kysyntä kasvaa, etenkin teollisuudenaloilla, kuten rakentamisella, autojen valmistuksella ja kodinkoneilla. Kuumavalssatun viivan korkea rakeinen kapasiteetti antaa valmistajille mahdollisuuden tarjota suuren määrän päteviä tuotteita lyhyessä ajassa, mikä parantaa tuotannon tehokkuutta ja vähentää yksikkökustannuksia. |
 |
|
②Aute automatisoitu kuuma rullattu rippakone Kuumavalssatussa viivan linjassa on täysin automatisoitu muotoilu ja se on varustettu edistyneellä ohjausjärjestelmällä nopean toiminnan saavuttamiseksi. Suurin tuotannonopeus voi saavuttaa 120 m/min, mikä tarkoittaa, että enemmän materiaaleja voidaan käsitellä yksikköä kohti, mikä parantaa tuotantotehokkuutta edelleen. Täysin automatisoitu muotoilu ei vain vähennä manuaalisen intervention tarvetta, vaan myös vähentää ihmisen toimintavirheiden mahdollisuutta ja parantaa tuotteiden johdonmukaisuutta ja laatua. Kuumavalssatun liiton linjan automatisoitu ohjausjärjestelmä voi seurata tuotantoprosessia reaaliajassa ja säätää parametreja ajoissa erilaisten materiaalien ja paksuuden tarpeiden tyydyttämiseksi. |
 |
|
③Customisoitu kuuma rullattu viipaloke Kingreal Steel Slitter tarjoaa asiakkaiden tarpeiden vastaamiseksi paremmins räätälöity kuuma rullattu viivan linjaratkaisut. Asiakkaiden tarjoamien piirustusten ja todellisten tuotantotarpeiden mukaan Kingreal Steel Slitter pystyy suunnittelemaan erilaisia kuumavalssattuja liitoskoneiden valmistusratkaisuja asiakkaiden tuotantoprosessin tehokkuuden ja sujuvuuden varmistamiseksi. Kingreal Steel Slitter Kuumavalssatut leikkauskoneet on jaettu kolmeen päätyyppiin sopeutuakseen eri paksuuksien kelaihin: Kevytmittarin leikkauskone: Erikoistunut käsittelykeloihin, joiden paksuus on 0,2–3 mm. Keskimääräinen mittariväli: Soveltuu kelaihin, joiden paksuus on 3 mm - 6 mm. Raskaan mittarin leikkauskone: pystyy käsittelemään keloja, joiden paksuus on 6 mm - 16 mm. |
 |
SeKuuma rullattu viipaleVoi tuottaa sivuttaisprosessin sivuttaista taivutusta. Se voi johtua seuraavista syistä:
1. Raaka -aineiden taivutus:
Teräslevyn jännitystä ei eliminoida kokonaan valssausprosessin aikana. Pitkittäisen leikkauksen jälkeen jännitys vapautuu ja levy on taivutettu. Kun levyn keskellä oleva stressi vapautuu molemmille puolille, levy taipuu ulospäin; Kun levyn molemmilla puolilla oleva jännitys vapautuu keskelle, levy taipuu keskelle.
2. taivutus urista:
Urat ovat suurempia, koska terän raon virheellinen säätö on pitkittäisleikkauksen aikana. Kun rullataan, reunan haut vastaavat suurempaa levyn paksuutta, mikä aiheuttaa reunan venytyksen ja taipumisen.
3. Taivutus johtuu epätasaisista aukkoista ylemmän ja alemman terän välillä:
Kun vasemman ja oikean aukon aukot ovat suurempia, leikkausosan sisennys on myös suurempi ja sivulla, jolla on pienempi rako kuin vasemmalla ja oikealla aukolla, on suurempi venytys, joten se taipuu.
4. Epätasaisen jännityksen aiheuttama taivutus:
Kun rullataan, sama jännitys tulisi levittää teräslevyn koko leveyteen. Jos jännitys keskittyy toiselle puolelle, taivutus tapahtuu.
5. Poikkeen korjauslaitteen nopean liikkeen aiheuttama taivutus:
Käsittelyn aikana, jos poikkeaman korjauksen nopeus on liian nopea, poikkeaman korjauksen kanssa kosketuksessa oleva puoli pidennetään osittain ja taivutettu.
Jos arkin materiaali taivutetaan pitkittäisen leikkauksen jälkeen, se vaikuttaa vakavasti arkin kelaamisen laatuun, joten se on poistettava. Huomiota olisi kiinnitettävä syihin, kuten arkkien liikkumiseen, laitteiden säätämiseen ja käyttötapaan.