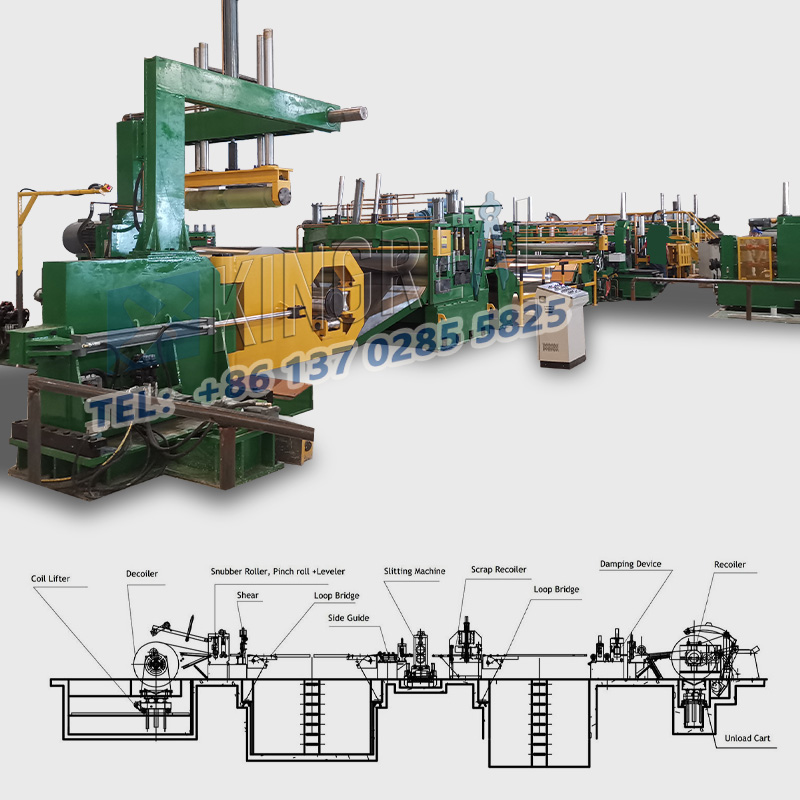
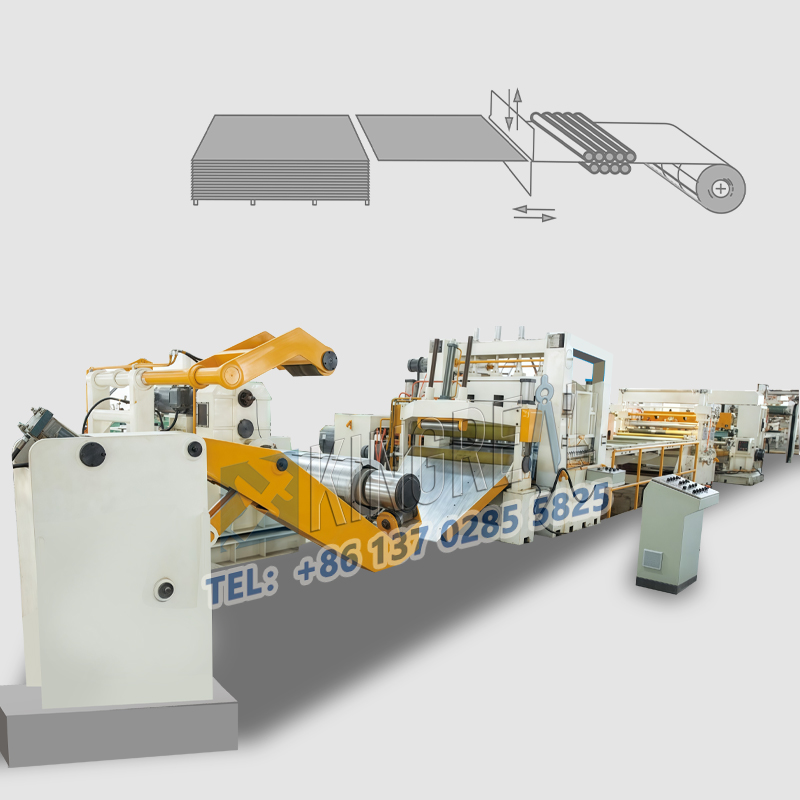
Metalli leikattu pituusviivaanon eräänlainen laite metallikelojen käsittelyyn ja pinoamiseen. Se on jaettulopeta leikkaaminen, nopea leikkausjalentävä leikkausnopeudensa mukaan. Mittauslaitteisiin kuuluvat pääosin lastausvaunu, kelauslaite, tasoittaja, syöttömekanismi, leikkausasema, kuljetuslaite, pinoamislaite jne.
Sitä käytetään metallikäämien purkamiseen, tasoittamiseen, leikkaamiseen ja leikkaamiseen tarvittavan pituisiksi litteiksi levyiksi ja pinoamiseen. Se soveltuu kylmä- ja kuumavalssatun hiiliteräksen, piiteräksen, pellin, ruostumattoman teräksen ja erilaisten metallimateriaalien käsittelyyn pintapinnoituksen jälkeen. Mittaiseksi leikatussa metallilaitteistossa on korkea automaatioaste ja se on yksinkertainen ja luotettava käyttää. Sillä on suuri tarkkuus kiinteässä pituudessa ja levyn korkea tasaisuus. Pinoaminen on siistiä.

KINGREAL STEEL SLITTER on ammattimainen metallileikkauslaitteiden valmistaja, joka on muodostanut oman järjestelmän tutkimus- ja kehitystyöhön, tuotantoon ja myyntiin. Ja KINGREAL STEEL SLITERIN metalliset mitoituslaitteet on myytyVenäjä, Turkki, Egypti, Intiaja muissa maissa ja ylläpitää läheisiä yhteyksiä asiakkaisiin eri maista. KINGREAL STEEL SLITTERin leikkauslinja on saanut laajaa kiitosta hyvästä laadustaan, ja asiakkaat ovat suositelleet sitä vertaistehtaille ja siitä on tullut toistuva asiakas.

KINGREAL STEEL SLITTERin insinöörit jatkavat koneiden tutkimista ja etsivät uusia läpimurtoja. Äskettäin he suunnittelivat raskaan mittaisen pituuteen leikatun linjan.
Raskaan katkaisulinjan suunnittelun alkuperäinen tarkoitus oli, että insinöörit havaitsivat useilla käynneillä, että markkinat ovat vähitellen siirtyneet ohutlevymetallin jalostuksen kysynnästä paksun levymetallin kysyntään, mutta hyviä ei ole tarpeeksi. koneita markkinoilla tarjota paksu levy metallin käsittelyyn. KINGREAL STEEL SLITTER halusi suunnitella raskaan mittakaavan linjan, joka vastaa asiakkaiden tarpeisiin paksulevymetallin käsittelyyn.
 |
 |
Verrattuna kevytmittaiseen linjaan, raskaalla mitoituslinjalla on seuraavat vaikeuksia tuotannossa ja valmistuksessa:
1. Korkeammat vaatimukset leikkausvoimalle ja laitteiden lujuudelle
- Leikkausvoima:Paksujen levyjen leikkaaminen vaatii suurempaa voimaa. Suunnittelussa on otettava huomioon leikkaustyökalun lujuus, leikkausrungon jäykkyys ja hydraulijärjestelmän painetaso.
- Laitteen vahvuus:Raskaan katkaisulinjan varusteet vaativat suurempaa rakenteellista lujuutta ja kestävyyttä, erityisesti veitset, rungot ja voimansiirtokomponentit, joiden on kestettävä pitkäkestoista voimakasta leikkaustyötä.
2. Työkalujen suunnittelu ja materiaalin valinta
- Työkalun materiaali:Paksulevyn leikkaus edellyttää lujien ja kulutusta kestävien materiaalien (kuten seosterästä) käyttöä työkalun käyttöiän varmistamiseksi.
- Työkalun suunnittelu:Paksulevyn leikkaus vaatii korkeampia vaatimuksia työkalun kulman suunnittelulle ja rakojen säädölle, muuten on helppo aiheuttaa huonon levyn reunan laatua tai työkaluvaurioita.

3. Käyttöjärjestelmän suunnittelu
- Paksulevyn leikkaus vaatii tehokkaamman käyttöjärjestelmän, jossa käytetään yleensä suuritehoista hydraulijärjestelmää tai servokäyttöjärjestelmää. Hydraulijärjestelmän suunnittelussa on otettava huomioon suurempi paine ja virtaus riittävän leikkausvoiman ja liikenopeuden aikaansaamiseksi.
4. Laitteen vakaus ja tärinänhallinta
- Paksun levyn leikkausprosessin aikana syntyvä iskuvoima ja tärinä ovat suurempia, ja laitteet tarvitsevat paremman iskunvaimennusrakenteen ja jäykkyyden varmistaakseen leikkaustarkkuuden ja laitteiden käyttöiän.
5. Paksujen levyjen syöttö- ja kuljetusjärjestelmä
- Ruokinnan vaikeus:Paksut levyt ovat raskaita, ja automaattisen ruokinnan ja asemoinnin vaikeus kasvaa merkittävästi, mikä edellyttää suuremman kantokyvyn omaavan syöttöjärjestelmän suunnittelua.
- Kuljetusjärjestelmä:Paksujen levyjen kuljetus vaatii vahvempia rullia tai kuljetuslaitteita, ja lisäksi tarvitaan liukastumisenesto- ja muodonmuutostoimenpiteitä.
6. Leikkaustarkkuuden hallinta
- Paksuilla levyillä on suurempi jäykkyys ja vähemmän muodonmuutoksia voiman vaikutuksesta, mutta leikkausta varten vaaditaan korkeampia tarkkuusvaatimuksia. Leikkausmittojen yhdenmukaisuuden varmistamiseksi tarvitaan erittäin tarkka paikannusjärjestelmä ja ohjausjärjestelmä.

7. Jäähdytys ja voitelu
- Paksun levyn leikkaus tuottaa enemmän lämpöä, ja työkalut ja laitteet vaativat parempia jäähdytys- ja voitelujärjestelmiä työkaluvaurioiden tai korkean lämpötilan aiheuttamien laitevikojen välttämiseksi.
8. Tuotantokustannukset ja tekniset vaikeudet
- Raskaiden pituuteen leikattujen linjojen valmistuskustannukset ovat korkeammat, mukaan lukien lujien materiaalien käyttö, tarkkuustyöstö ja kokoonpano sekä monimutkaisemmat mallit. Teknisten vaikeuksien lisääntyminen asettaa myös korkeampia vaatimuksia valmistajan T&K-kyvylle ja tuotantokokemukselle.
9. Turvallisuussuunnittelu
- Paksujen levyjen leikkausprosessissa laitteisto kantaa enemmän energiaa ja turvallisuusriskit kasvavat. Käyttäjien ja laitteiden turvallisuuden varmistamiseksi tarvitaan kattavampia turvatoimenpiteitä (kuten turvasuojukset, hätäpysäytysjärjestelmät jne.).
Raskaan pituuteen leikatun linjan suunnitteluparametrit ovat avainkysymys, erityisesti käsiteltävän levyn enimmäispaksuus. Perusteellisen markkinatutkimuksen ja asiakaskysyntäanalyysin jälkeen KINGREAL STEEL SLITTERin insinöörit päättivät laajentaa tämän jalostuskapasiteettia.raskaat mittauslaitteetmetallilevyihin, joiden paksuus on enintään 20 mm, jotta ne täyttävät laajemmat käyttötarpeet.
 |
 |
 |
Markkinatutkimus ja asiakaskysyntäanalyysi
1. Olemassa olevien leikkauslinjojen rajoitukset
Yleisimmät markkinoiden leikkauslinjat voivat käsitellä metallilevyjä, joiden paksuus on 0,3-3 mm, ja niitä käytetään pääasiassa kevyessä teollisuudessa sekä keski- ja ohuiden levyjen käsittelyssä. Raskaan teollisuuden kysynnän kasvun ja metallinjalostusteollisuuden uudistumisen myötä asiakkaiden kysyntä paksumpien levyjen prosessointia varten on kuitenkin kasvanut merkittävästi.
2. Asiakaspalaute
KINGREAL STEEL SLITTER kommunikoi aiempien asiakkaiden kanssa saadakseen syvän ymmärryksen heidän viimeaikaisista tuotantotarpeistaan ja teknisistä kipupisteistä. Esimerkiksi:
- Jotkut asiakkaat joutuvat käsittelemään 10-20 mm paksuisia teräslevyjä siltoja, rakennusrakenteita ja raskaita koneita varten.
- Erikoislujien teräslevyjen, kulutusta kestävien teräslevyjen ja komposiittilevyjen kysyntä kasvaa vähitellen, ja näiden levyjen paksuus ylittää yleensä perinteisten leikkauslinjojen käsittelyrajat.
1. Suurin käsittelypaksuus: 20 mm
Harkittuaan perusteellisesti markkinoiden kysyntää ja laitteiden suorituskykyä, KINGREAL STEEL SLITTER päätti suunnitella mittaan leikatun laitteen, joka pystyy käsittelemään metallilevyjä, joiden paksuus on enintään 20 mm. Tämä parametri ei ainoastaan täytä useimpien asiakkaiden tarpeita, vaan sillä on myös vahva kilpailukyky markkinoilla.
2. Valinnainen kokoonpano
Vastatakseen eri asiakkaiden tuotantotarpeisiin tämä pituusleikkauslinja tukee joustavia konfigurointivaihtoehtoja, mukaan lukien:
- Kaksinkertainen pinottava pöytä: parantaa tuotannon tehokkuutta ja sopii massatuotantoon.
- Kaksinkertainen vaaituslaite: varmista paksujen levyjen tasaisuus ja parantaa leikkauslaatua.
- Laminointitoiminto: suojaa metallilevyjen pintaa naarmujen tai vaurioiden välttämiseksi, sopii erityisen hyvin koristelevyjen käsittelyyn.
 |
 |
 |